
Introduktion
Det är viktigt att förstå hur matningar och hastigheter fungerar om du vill förbättra dina CNC-färdigheter. Det hjälper dig att optimera dina bearbetningshastigheter, att få en bättre ytfinish och framför allt att få en längre verktygslivslängd.
Så, vad betyder ”Feeds & Speeds” egentligen?
”Speeds” hänvisar till din spindels rotationshastighet, uttryckt i rpm (varv per minut). Att bestämma rätt hastigheter handlar mest om hur snabbt du kan snurra verktyget utan att det överhettas under skärningen.
”Feeds” hänvisar till matningshastigheten, som är maskinens linjära hastighet, oftast uttryckt i mm/min. Att optimera din matningshastighet handlar om att maximera hur mycket material du skär per tidsenhet, ju snabbare desto bättre i allmänhet.
För att få rätt matningshastigheter & innebär det helt enkelt att hitta den perfekta punkten där ditt verktyg snurrar med den perfekta hastigheten i förhållande till dess rörelsehastighet i materialet. Denna ”sweet spot” kan betyda olika saker beroende på ditt mål: att uppnå bästa ytfinish, bearbeta dina delar snabbast eller maximera din verktygslivslängd.
Dessa begrepp kan sammanfattas visuellt i en grafik, där matningshastigheten plottas mot spindelns rotationshastighet och som hjälper oss att identifiera 6 olika zoner.
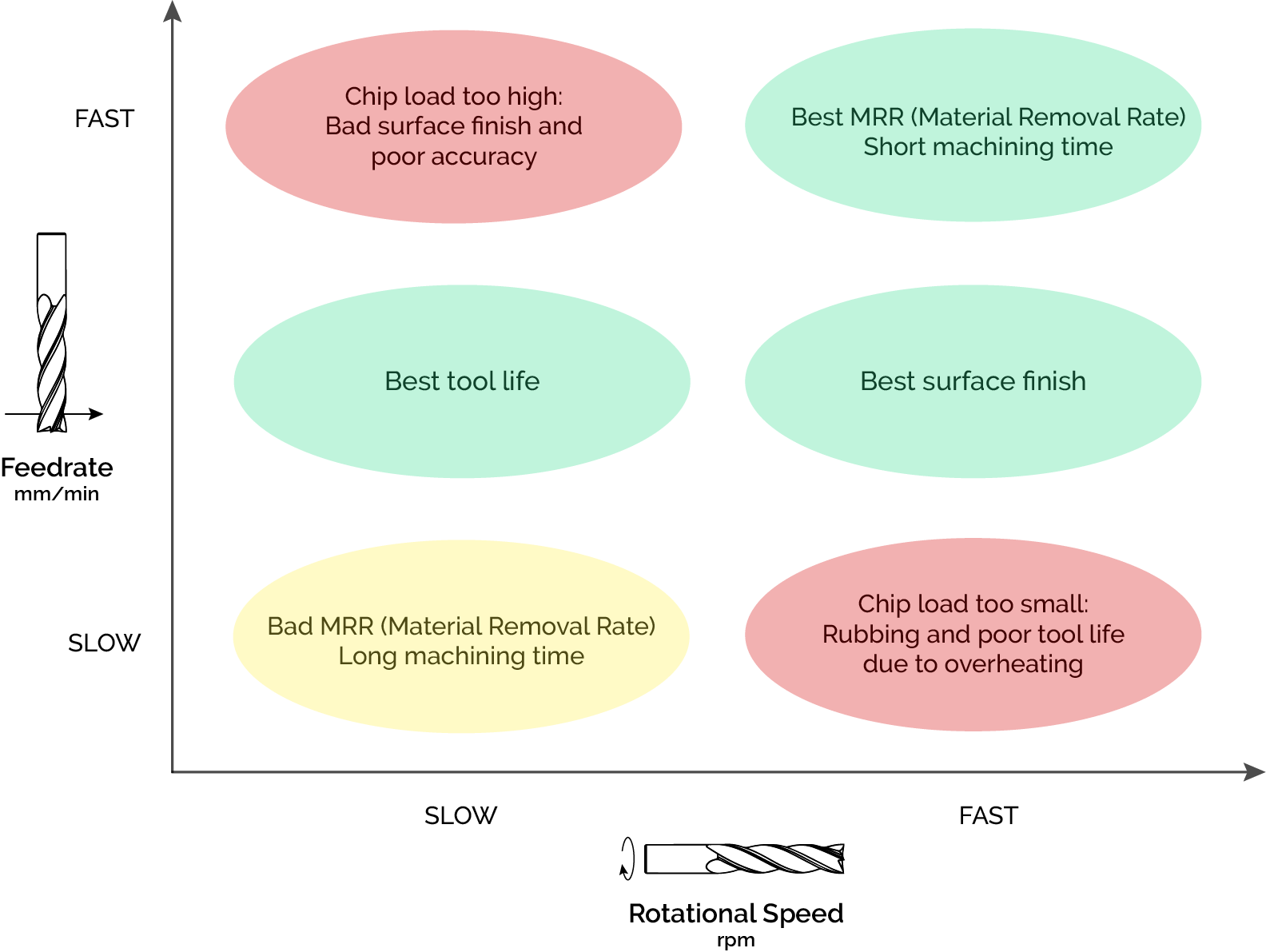
Som illustrerat ovan finns det huvudsakligen två dåliga fläckar som du vill undvika. Den första uppstår när du sänker spindelhastigheten för mycket i förhållande till matningshastigheten. Om du gör det tvingar du spolarna på din fräs att skära av för mycket material, vilket kan leda till oönskade vibrationer eller ännu värre, ett trasigt verktyg.
På andra sidan av diagrammet, om du minskar matningshastigheten för mycket i förhållande till spindelhastigheten, kommer spolarna på din fräs att börja gnugga materialet i stället för att skära fina flisor. Detta gör att verktyget överhettas och därmed blir mjukt. Dess skarpa kanter kommer att bli slöa och om du fortsätter att skära med slöa kanter kommer du att börja se en mycket försämrad ytfinish på ditt material.
En bra tumregel är att alltid komma ihåg att du måste göra flisor, inte damm.
Okej, men hur hittar vi de söta fläckarna för ett visst material?
Spånadsbelastning
Parametern som binder samman dessa begrepp och som används allmänt som ett standardmått för att bestämma optimala matningar &hastigheter kallas spånadsbelastning.
Spånadsbelastning, även kallad ”matning per tand”, är tjockleken på det material som matas in i varje skärkant när den rör sig genom arbetsmaterialet.
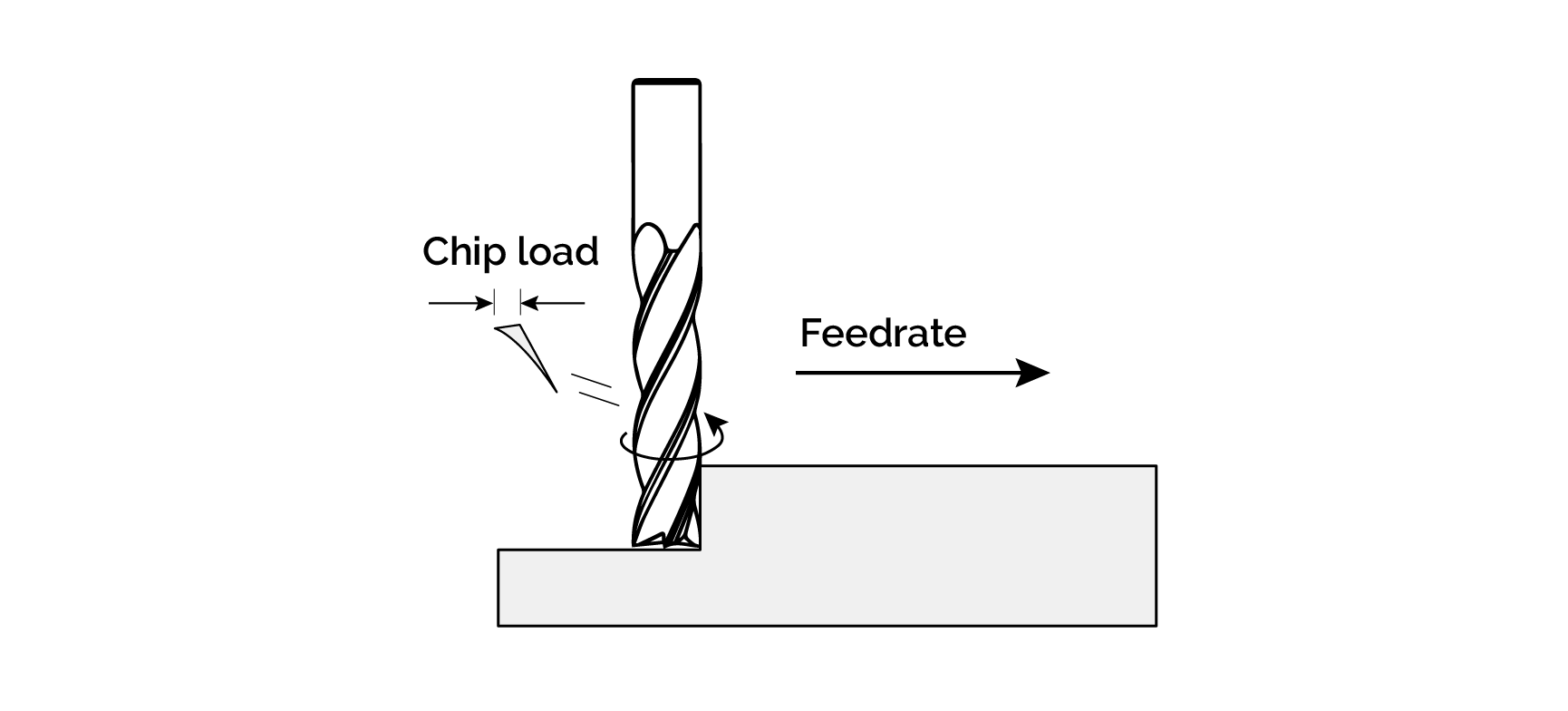
Spånadsbelastning uttrycks i mm/tand och kan hittas med hjälp av följande ekvation:
Föringshastighet = N x spånbelastning x Rpm
där N är antalet spolar på fräsen och Rpm är spindelns rotationshastighet.
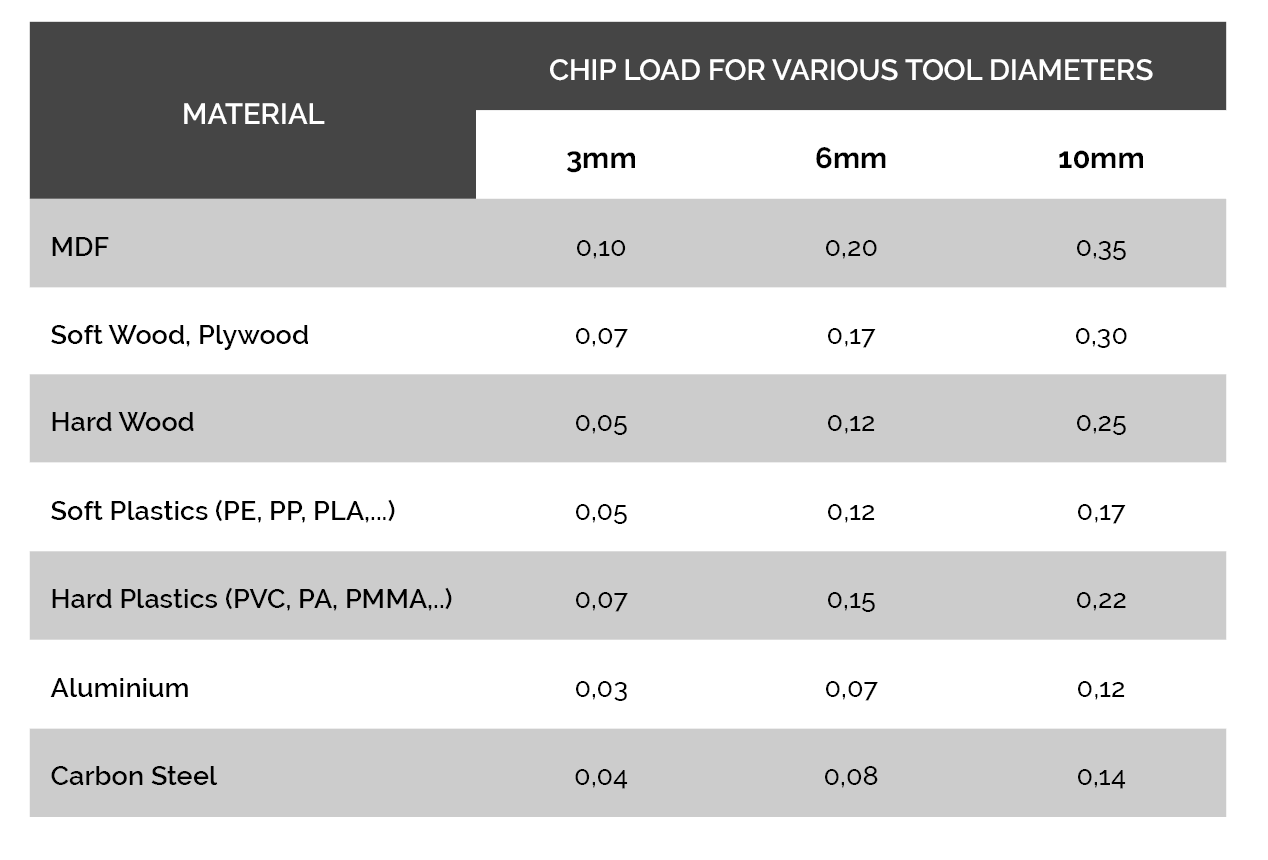
Låt oss illustrera detta begrepp och föreställa oss att du vill skära i plywood med en 6 mm 2-spolar fräs med två spolar. I vårt fall är den rekommenderade spånbelastningen för plywood cirka 0,3 mm/tand (se tabellen över spånbelastning i slutet av denna artikel).
Vi antar att din maskin kan skära med en maximal hastighet på 3000 mm/min. Med hjälp av den tidigare ekvationen finner vi att spindeln måste rotera med 5000 rpm för att uppnå rätt spånbelastning:
3000 = 2 x 0,3 x 5000
Baserat på denna matematiska relation kan vi konstatera att om vi vill öka matningshastigheten för att skära den där plywoodskivan snabbare, måste vi öka spindelns rotationshastighet också för att hålla en konstant spånbelastning :
4500 = 2 x 0,3 x 7500
Nu kan vi föreställa oss att din spindel inte kan gå snabbare än 5000 rpm. Vi kan fortfarande öka matningshastigheten genom att använda en slipfräs med tre flänsar och hålla en konstant spånbelastning:
4500 = 3 x 0,3 x 5000
Baserat på denna kunskap kan vi nu använda tabeller som gör det möjligt för oss att beräkna våra matningar &hastigheter och uppnå en optimal spånbelastning för varje givet material.
Tabeller för spånbelastning
Håll i minnet att tabellvärdena är baserade på beräkningar och tester som gjorts på vår Mekanika CNC-router. Dessa värden beror på många faktorer, t.ex. maskinens kraft och styvhet, skärdjupet och vilken typ av fräs som används. Därför kan de variera beroende på vilken maskin du har till hands.
En annan viktig faktor att ta hänsyn till när du läser dessa tabeller är verktygsdiametern. En större fräs kommer nämligen att kunna hantera en större spånbelastning.
Vi rekommenderar att du börjar med att ställa in den faktiska matningshastigheten för din maskin under värdet från tabellen och gradvis ökar den. I allmänhet kommer du att upptäcka att dina optimala matningshastigheter & bestäms genom erfarenhet eller trial-and-error. För de flesta material kan du till exempel vanligtvis ställa in spindelhastigheten mellan 15000-25000 rpm och justera matningshastigheten för att få bra resultat med din maskin.
På samma sätt föreslår vi att du långsamt ökar skärdjupet medan du gör dessa tester. De flesta CNC-användare använder faktiskt erfarenhet eller vanor för att bestämma värdet på skärdjupet för en viss situation. Kort sagt, håll dessa två begrepp i minnet :
-
Ett för stort skärdjup kommer att resultera i verktygsavböjning (se den här artikeln för att förstå varför det kan vara problematiskt).
-
En bra tumregel är att använda ett djupvärde som är lägre än eller lika med diametern på din fräs. Om du vill öka skärdjupet ska du försöka använda en större fräs för att bibehålla ett förhållande mellan djup och diameter på 1 : 1.
.