
Introducere
Înțelegerea modului în care funcționează avansurile și vitezele este esențială dacă doriți să vă îmbunătățiți abilitățile CNC. Vă va ajuta să vă optimizați vitezele de prelucrare, să obțineți un finisaj de suprafață mai bun și, cel mai important, să aveți o durată de viață mai lungă a sculei.
Atunci, ce înseamnă de fapt „Feeds & Speeds”?
„Speeds” se referă la viteza de rotație a broșei dumneavoastră, exprimată în rpm (turație pe minut). Determinarea vitezelor corecte este în principal o chestiune de determinare a vitezei cu care vă puteți roti scula fără să o supraîncălziți în timpul tăierii.
„Feeds” se referă la viteza de avans, care este viteza liniară a mașinii dumneavoastră, exprimată de cele mai multe ori în mm/min. Optimizarea vitezei de avans se referă la maximizarea cantității de material pe care îl tăiați pe unitate de timp, cu cât mai repede, cu atât mai bine în general.
În consecință, obținerea vitezelor de avans & corecte înseamnă pur și simplu găsirea punctului ideal în care scula dvs. se rotește la viteza perfectă în raport cu viteza sa de deplasare în interiorul materialului. Acel „sweet spot” poate însemna lucruri diferite, în funcție de obiectivul dvs.: obținerea celui mai bun finisaj de suprafață, prelucrarea pieselor dvs. cât mai rapid sau maximizarea duratei de viață a sculei.
Aceste concepte pot fi rezumate vizual pe un grafic, în care viteza de avans este trasată în raport cu viteza de rotație a axului și care ne ajută să identificăm 6 zone diferite.
După cum am ilustrat mai sus, există în principal două puncte rele pe care doriți să le evitați. Primul se întâmplă atunci când reduceți prea mult turația fusului în raport cu viteza de avans. Procedând astfel, forțați canelurile frezei dvs. de capăt să taie prea mult material, ceea ce poate duce la vibrații nedorite sau, mai rău, la ruperea sculei.
De cealaltă parte a graficului, dacă reduceți prea mult viteza de avans în raport cu viteza fusului, canelurile frezei dvs. de capăt vor începe să frece materialul în loc să taie așchii frumoase. Această acțiune va face ca scula dvs. să se supraîncălzească și, astfel, să se înmoaie. Marginile sale ascuțite vor deveni plictisitoare, iar dacă veți continua să tăiați cu margini plictisitoare, veți începe să vedeți un finisaj de suprafață foarte deteriorat pe materialul dumneavoastră.
O bună regulă de bază este să vă amintiți întotdeauna că trebuie să faceți așchii, nu praf.
Ok, dar cum găsim punctele dulci pentru orice material dat?
Capacitate de așchiere
Parametrul care leagă aceste concepte și care este utilizat pe scară largă ca metrică standard pentru a determina vitezele optime de avans & se numește sarcină de așchiere.
Încărcarea așchiilor, numită și „avans pe dinte”, este grosimea materialului care este alimentat în fiecare muchie de tăiere pe măsură ce se deplasează prin materialul de lucru.
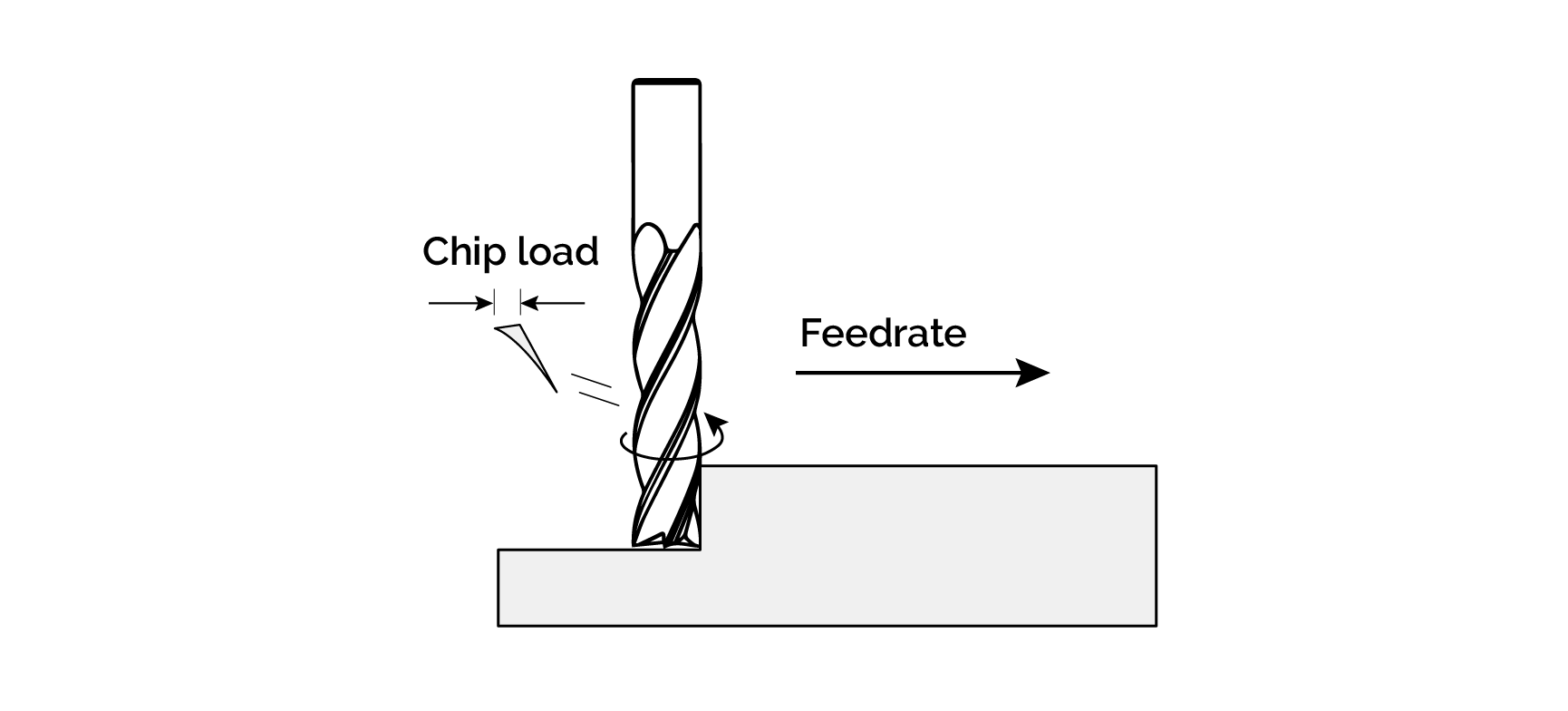
Încărcarea așchiilor este exprimată în mm/dinte și poate fi găsită folosind următoarea ecuație:
Viteza de avans = N x Sarcina așchiilor x Rpm
unde N este numărul de caneluri ale frezei și Rpm este viteza de rotație a axului.
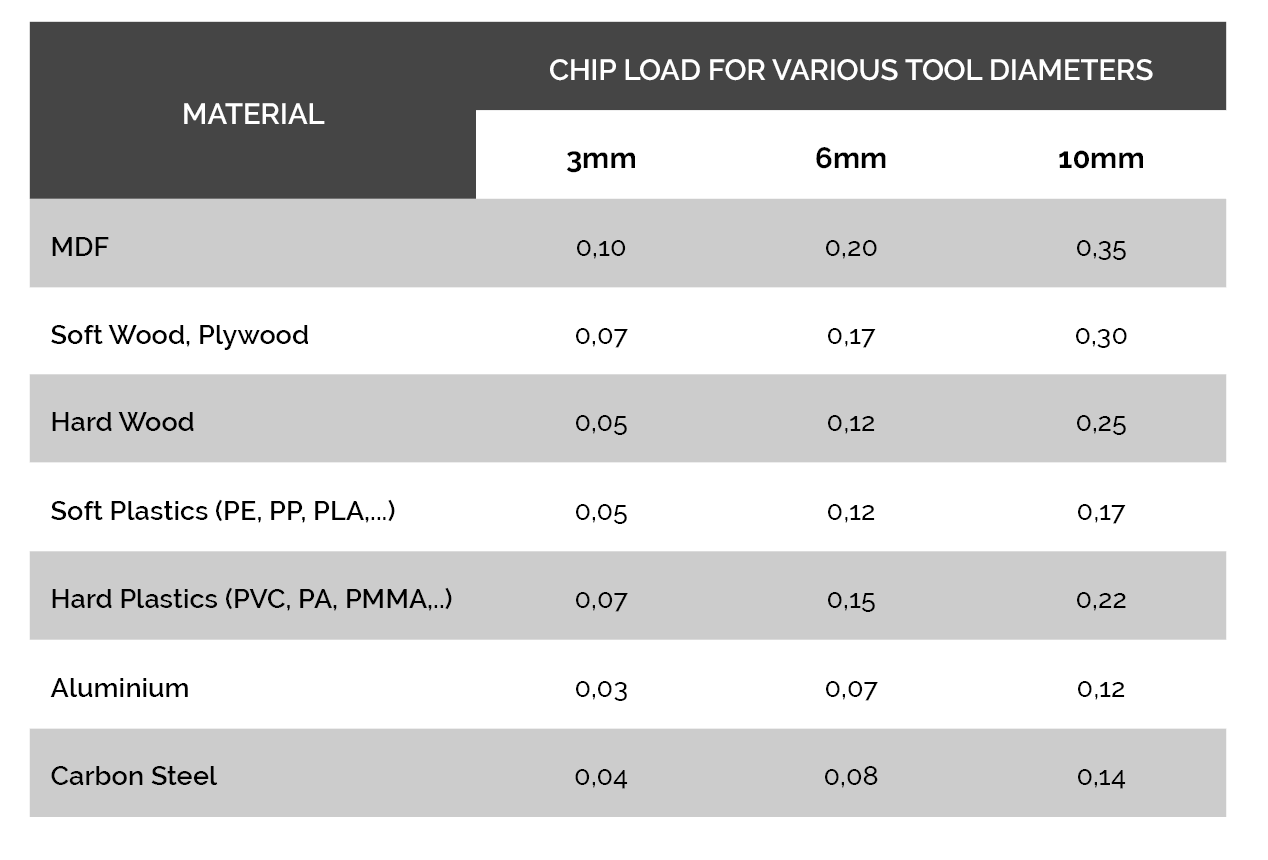
Să ilustrăm acest concept și să ne imaginăm că doriți să tăiați placaj cu o freză de 6 mm cu 2 caneluri. În cazul nostru, sarcina de așchiere recomandată pentru placaj este de aproximativ 0,3 mm/dinte (a se vedea tabelul de sarcină de așchiere de la sfârșitul acestui articol).
Să presupunem că mașina dvs. este capabilă să taie la o viteză maximă de 3000mm/min. Folosind ecuația anterioară, aflăm că fusul trebuie să se rotească la 5000rpm pentru a obține sarcina de așchiere corespunzătoare:
3000 = 2 x 0,3 x 5000
Pe baza acestei relații matematice, observăm că, dacă dorim să creștem viteza de avans pentru a tăia acel placaj mai repede, va trebui să creștem și viteza de rotație a fusului pentru a menține o sarcină de așchiere constantă :
4500 = 2 x 0,3 x 7500
Acum să ne imaginăm că arborele dvs. nu poate funcționa mai repede de 5000rpm. Putem totuși să creștem viteza de avans folosind o freză cu 3 caneluri și să menținem o sarcină de așchiere constantă:
4500 = 3 x 0,3 x 5000
Pe baza acestor cunoștințe, putem folosi acum tabele care ne vor permite să ne calculăm vitezele de avans & și să obținem o sarcină de așchiere optimă pentru orice material dat.
Tabele de încărcare a așchiilor
Tineți cont de faptul că valorile tabelului se bazează pe calcule și teste efectuate pe routerul nostru CNC Mekanika. Aceste valori depind de mulți factori, cum ar fi puterea și rigiditatea mașinii dvs., adâncimea de tăiere și tipul de freză utilizată, de exemplu. Prin urmare, ele pot varia în funcție de mașina pe care o aveți la îndemână.
În plus, un alt factor important de luat în considerare la citirea acestor tabele este diametrul sculei. Într-adevăr, o freză cu capăt mai mare va fi capabilă să gestioneze o sarcină mai mare de așchii.
Vă recomandăm să începeți prin a seta avansul real al mașinii dumneavoastră sub valoarea din tabel și să îl creșteți treptat. În general, veți constata că vitezele dvs. optime de alimentare & vor fi determinate din experiență sau din încercare și eroare. De exemplu, pentru cele mai multe materiale, puteți seta în mod obișnuit viteza de rotație a axului între 15000-25000 rot/min și puteți ajusta viteza de avans pentru a obține rezultate frumoase cu mașina dumneavoastră.
În mod similar, vă sugerăm să creșteți încet adâncimea tăierilor în timp ce faceți aceste teste. Majoritatea utilizatorilor CNC folosesc de fapt experiența sau obiceiurile pentru a determina valoarea adâncimii de tăiere pentru o anumită situație. Pe scurt, rețineți aceste două concepte :
-
O adâncime excesivă a tăieturii va avea ca rezultat devierea sculei (consultați acest articol pentru a înțelege de ce poate fi problematică).
-
O regulă bună este să folosiți o valoare a adâncimii mai mică sau egală cu diametrul frezei dumneavoastră. Dacă doriți să măriți adâncimea de tăiere, atunci încercați să folosiți o freză mai mare pentru a menține un raport adâncime/diametru de 1 : 1.
.