
Bevezetés
Az előtétek és a sebességek működésének megértése kritikus fontosságú, ha fejleszteni akarod CNC-képességeidet. Segítségével optimalizálhatja megmunkálási sebességét, jobb felületmegmunkálást érhet el, és ami a legfontosabb, hosszabb szerszámélettartamot érhet el.
Szóval, mit jelent valójában az “előtolás & fordulatszám”?
A “fordulatszám” az orsó forgási sebességére utal, fordulatszámban (percenkénti fordulatszám) kifejezve. A helyes fordulatszámok meghatározása többnyire annak meghatározása, hogy milyen gyorsan tudja forgatni a szerszámot anélkül, hogy vágás közben túlmelegedne.
A “Feeds” az előtolási sebességre utal, ami a gép lineáris sebessége, többnyire mm/percben kifejezve. Az előtolási sebesség optimalizálása arról szól, hogy maximalizáljuk, hogy mennyi anyagot vágunk egy időegység alatt, általában minél gyorsabban, annál jobb.
Az előtolási & sebességek helyes beállítása tehát egyszerűen azt jelenti, hogy megtaláljuk azt az édes pontot, ahol a szerszámunk a tökéletes sebességgel forog az anyagon belüli mozgási sebességéhez képest. Ez az édes pont a céltól függően különböző dolgokat jelenthet: a legjobb felületkezelés elérése, az alkatrészek leggyorsabb megmunkálása vagy a szerszám élettartamának maximalizálása.
Ezek a fogalmak vizuálisan összefoglalhatók egy grafikonon, ahol az előtolási sebességet ábrázoljuk az orsó fordulatszámával szemben, és amely segít azonosítani 6 különböző zónát.
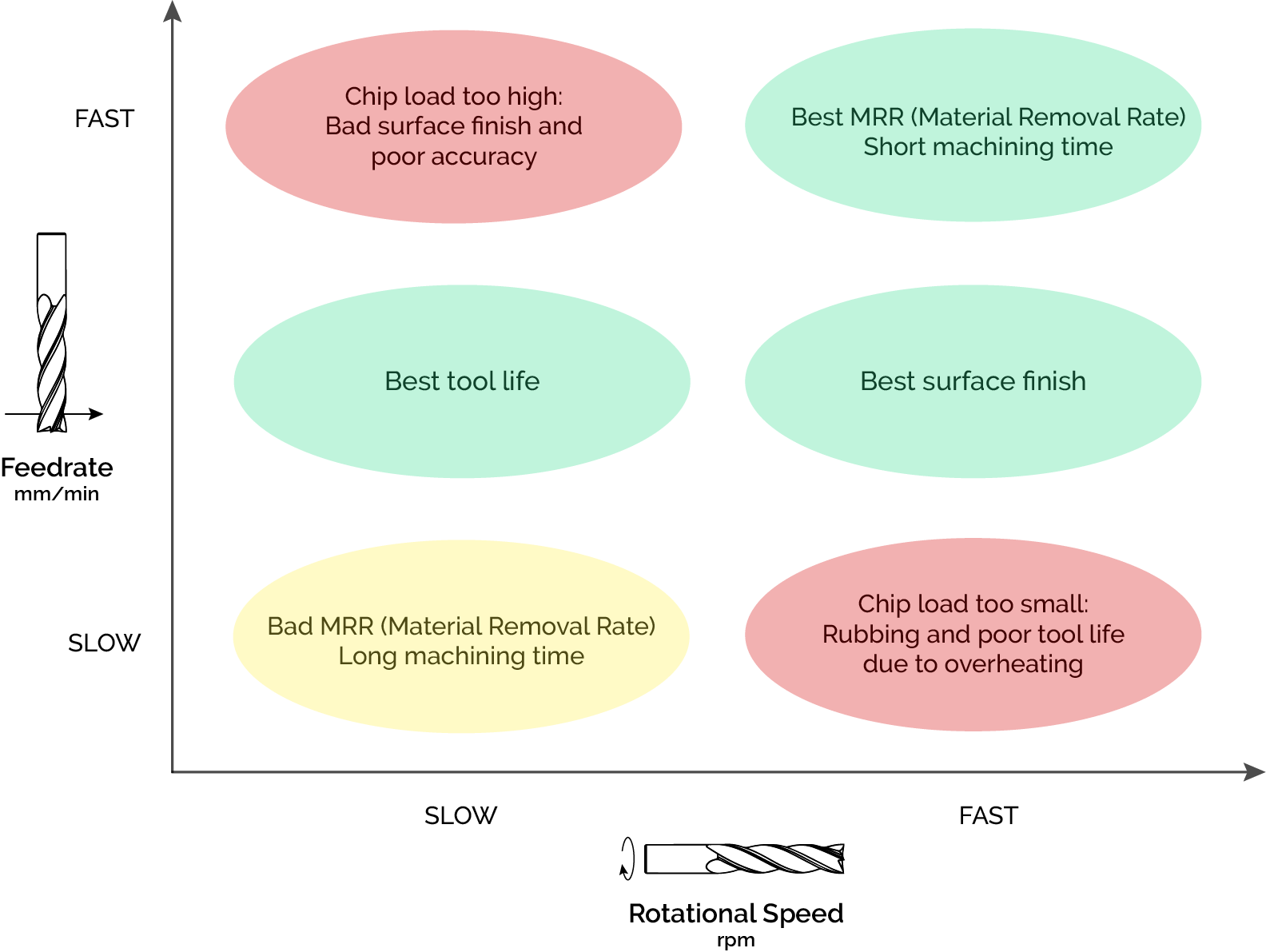
Amint azt a fentiekben bemutattuk, elsősorban két rossz pont van, amelyet el akarunk kerülni. Az első akkor következik be, amikor az orsó fordulatszámát túlságosan lecsökkenti az előtolási sebességhez képest. Ezzel arra kényszeríti a végmaró furatát, hogy túl sok anyagot vágjon le, ami nem kívánt vibrációhoz vagy rosszabb esetben szerszámtöréshez vezethet.
A grafikon másik oldalán, ha túlságosan csökkenti az előtolási sebességet az orsó fordulatszámához képest, a végmaró furatai dörzsölni kezdik az anyagot ahelyett, hogy szép forgácsot vágnának. Ez a művelet túlmelegíti a szerszámot, és így megpuhul. Az éles élei tompák lesznek, és ha továbbra is tompa élekkel vág, akkor az anyag felületi felülete nagyon rosszabb lesz.
Egy jó ökölszabály, hogy mindig emlékezzünk arra, hogy forgácsot kell készítenünk, nem pedig port.
Oké, de hogyan találjuk meg az édes pontokat egy adott anyag esetében?
Csipterhelés
A paramétert, amely összekapcsolja ezeket a fogalmakat, és amelyet széles körben használnak szabványos mérőszámként az optimális előtolás & sebességének meghatározásához, forgácsterhelésnek nevezzük.
A forgácsterhelés, más néven “fogankénti előtolás” az az anyagvastagság, amelyet minden egyes vágóélbe betáplálnak, miközben az áthalad a munkadarabon.
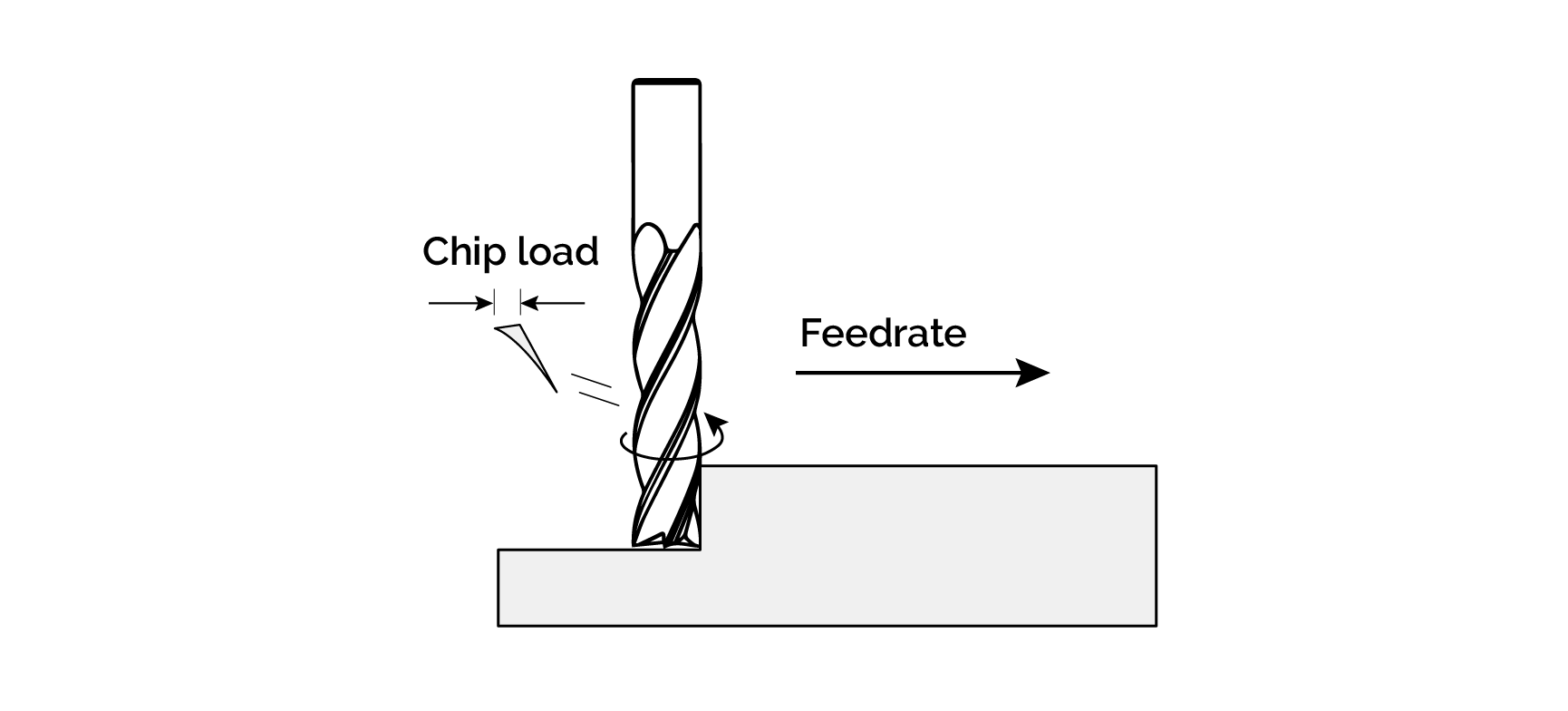
A forgácsterhelés mm/fogban van kifejezve, és a következő egyenlet segítségével határozható meg:
Etolási sebesség = N x forgácsterhelés x fordulatszám
ahol N a végmaró furatainak száma, az fordulatszám pedig az orsó fordulatszáma.
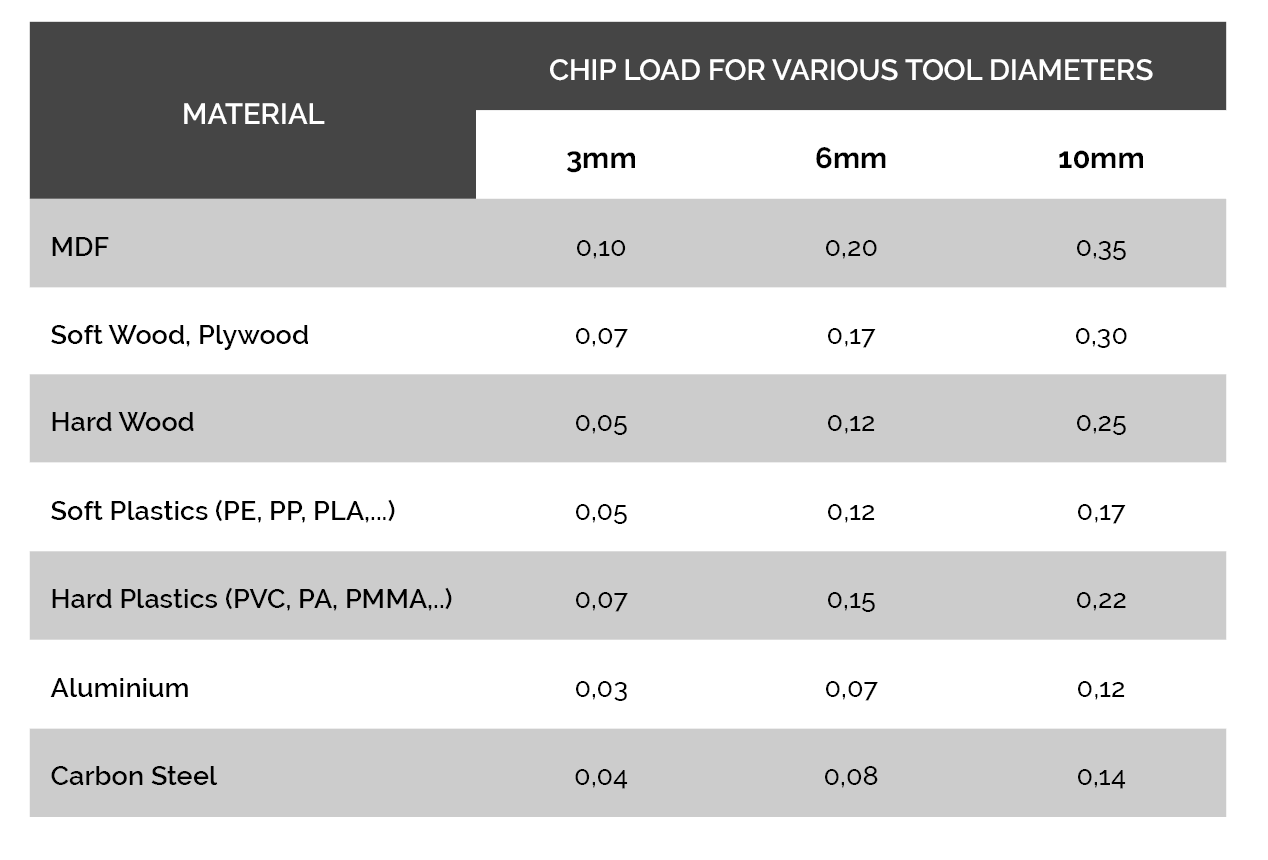
Mutatjuk be ezt a fogalmat, és képzeljük el, hogy rétegelt lemezt szeretnénk vágni egy 6 mm-es, 2 furatú végmaróval. A mi esetünkben a rétegelt lemezhez ajánlott forgácsterhelés körülbelül 0,3 mm/fog (lásd a forgácsterhelési táblázatot a cikk végén).
Tegyük fel, hogy az Ön gépe 3000 mm/perc maximális sebességgel képes vágni. Az előbbi egyenletet felhasználva megállapíthatjuk, hogy az orsónak 5000/perc fordulatszámmal kell forognia a megfelelő forgácsterhelés eléréséhez:
3000 = 2 x 0,3 x 5000
Ez alapján a matematikai összefüggés alapján megállapíthatjuk, hogy ha növelni akarjuk az előtolási sebességet, hogy gyorsabban vágjuk ezt a rétegelt lemezt, akkor az orsó fordulatszámát is növelnünk kell az állandó forgácsterhelés megtartásához :
4500 = 2 x 0,3 x 7500
Most képzeljük el, hogy az orsó nem tud 5000rpm-nél gyorsabban járni. Még mindig növelhetjük az előtolási sebességet egy 3 csiszolású végmaró használatával, és állandó forgácsterhelést tarthatunk:
4500 = 3 x 0,3 x 5000
Ezekre az ismeretekre alapozva most már használhatunk táblázatokat, amelyek segítségével kiszámíthatjuk az előtolási & sebességünket, és elérhetjük az optimális forgácsterhelést bármely adott anyaghoz.
Csipterhelési táblázatok
Ne feledjük, hogy a táblázat értékei a Mekanika CNC routerünkön végzett számításokon és teszteken alapulnak. Ezek az értékek számos tényezőtől függnek, például a gép teljesítményétől és merevségétől, a vágásmélységtől és a használt végmaró típusától. Ezért ezek az értékek a kéznél lévő géptől függően változhatnak.
Egy másik fontos tényező, amelyet figyelembe kell venni e táblázatok olvasásakor, az a szerszám átmérője. Egy nagyobb méretű végmaró ugyanis nagyobb forgácsterhelést képes kezelni.
Azt javasoljuk, hogy a gép tényleges előtolási sebességét először a táblázatban szereplő érték alatt állítsa be, és fokozatosan növelje azt. Általánosságban elmondható, hogy az optimális előtolási & sebességet a tapasztalat vagy a próba és tévedés alapján fogja meghatározni. Például a legtöbb anyag esetében az orsó fordulatszámát általában 15000-25000 fordulat/perc között állíthatja be, és az előtolási sebességet úgy állíthatja be, hogy szép eredményeket érjen el a gépével.
Hasonlóképpen azt javasoljuk, hogy lassan növelje a vágások mélységét, miközben ezeket a teszteket végzi. A legtöbb CNC-felhasználó valójában a tapasztalat vagy a szokások alapján határozza meg a vágási mélység értékét egy adott helyzetben. Röviden, tartsa szem előtt ezt a két fogalmat :
-
A túlzott vágási mélység a szerszám elhajlását eredményezi (lásd ezt a cikket, hogy megértse, miért lehet ez problémás).
-
A jó ökölszabály az, hogy a végmaró átmérője alatti vagy azzal megegyező mélységértéket használjon. Ha növelni szeretné a vágási mélységet, akkor próbáljon meg nagyobb végmarót használni, hogy a mélység/átmérő arány 1 : 1 maradjon.