
Introdução
Compreender como funcionam os feeds e as velocidades é fundamental se você quiser melhorar suas habilidades CNC. Ajudá-lo-á a optimizar as suas velocidades de maquinação, a obter um melhor acabamento superficial e, o mais importante, a ter uma maior vida útil da ferramenta.
Então, o que significa realmente “Feeds & Speeds”?
“Speeds” refere-se à velocidade de rotação do seu eixo-árvore, expressa em rpm (redonda por minuto). Determinar as velocidades correctas é sobretudo uma questão de determinar a velocidade de rotação da sua ferramenta sem sobreaquecer durante o corte.
“Feeds” refere-se à velocidade de avanço, que é a velocidade linear da sua máquina, expressa na sua maioria em mm/min. Optimizar a sua velocidade de avanço significa maximizar a quantidade de material que está a cortar por unidade de tempo, quanto mais rápido melhor em geral.
Hence, obter os seus avanços &velocidades correctas significa simplesmente encontrar o ponto doce onde a sua ferramenta está a rodar à velocidade perfeita em relação à sua velocidade de deslocação no interior do material. Esse sweet spot pode significar coisas diferentes dependendo do seu objectivo: conseguir o melhor acabamento superficial, maquinar as suas peças mais rapidamente, ou maximizar a vida da sua ferramenta.
Estes conceitos podem ser visualmente resumidos num gráfico, onde o avanço é traçado em relação à velocidade de rotação do fuso, e que nos ajuda a identificar 6 zonas diferentes.
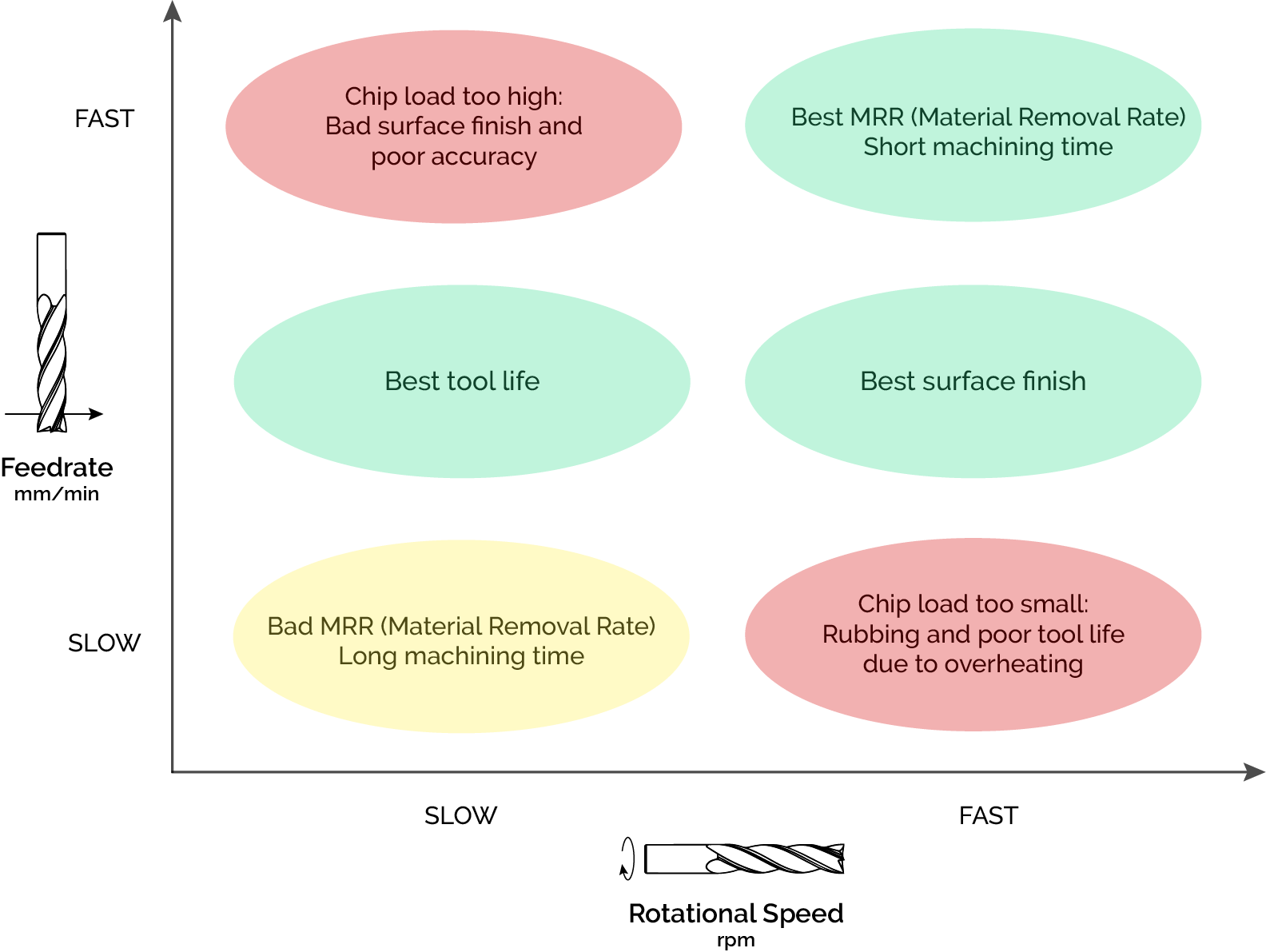
Como ilustrado acima, existem principalmente dois pontos maus que você quer evitar. O primeiro acontece quando você reduz muito a velocidade do seu fuso em relação à velocidade de avanço. Fazendo isso, você está forçando as flautas da sua fresa de topo a cortar muito material, o que pode levar a vibrações indesejadas ou pior, uma ferramenta quebrada.
No outro lado do gráfico, se você reduzir muito a velocidade de avanço em relação à velocidade do fuso, as flautas da sua fresa de topo começarão a esfregar o material em vez de cortar cavacos bonitos. Esta acção vai fazer com que a sua ferramenta sobreaqueça, e assim amoleça. Suas arestas afiadas se tornarão baças e se você continuar cortando com arestas baças e você começará a ver um acabamento de superfície muito deteriorado no seu material.
Uma boa regra geral é sempre lembrar que você precisa fazer cavacos, não pó.
Ok, mas como encontramos os pontos ideais para qualquer material?
Chip Load
O parâmetro que liga esses conceitos e que é amplamente usado como métrica padrão para determinar avanços ideais & velocidades é chamado de carga de cavacos.
Carga de chip, também chamada de “alimentação por dente”, é a espessura do material que é alimentado em cada aresta de corte à medida que se desloca através do material de trabalho.
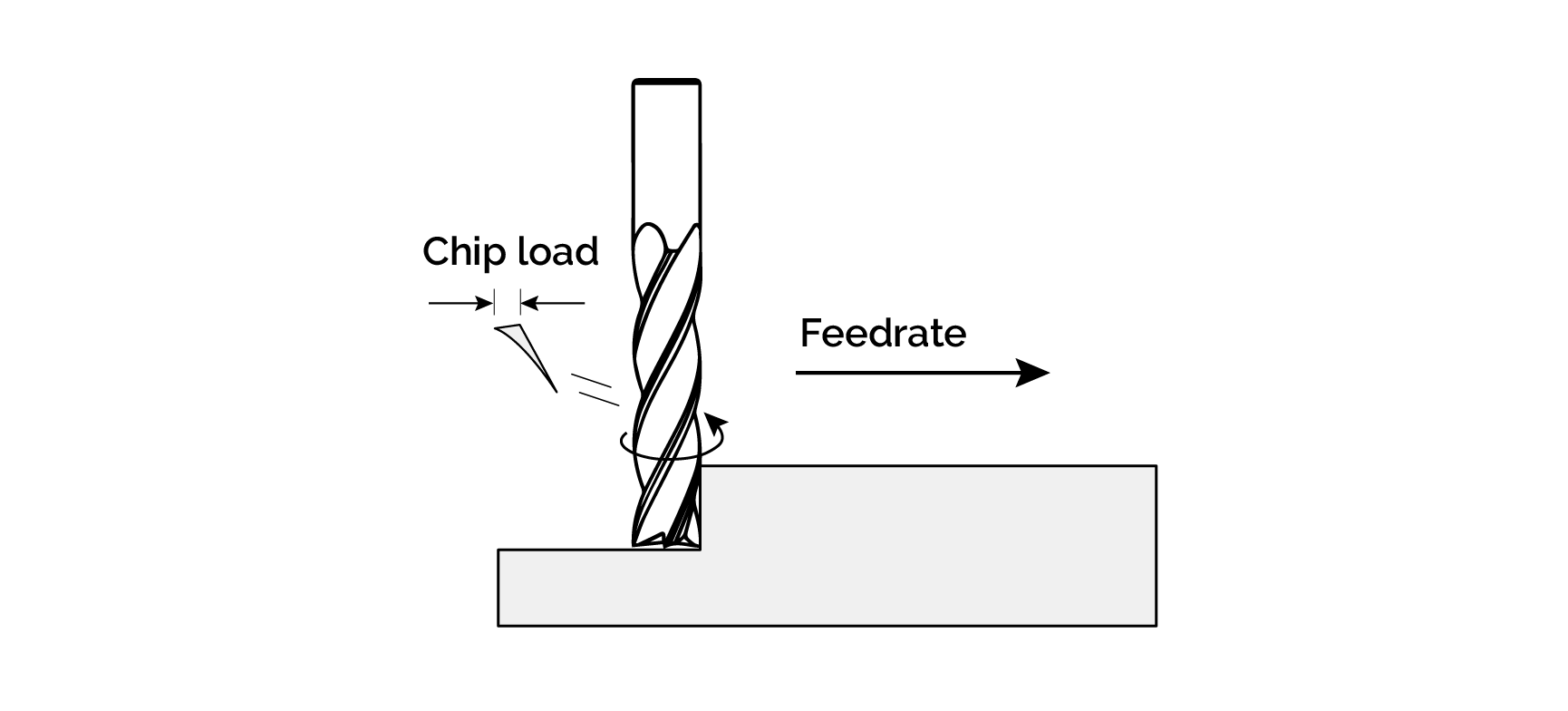
Carga de chip é expressa em mm/dente e pode ser encontrada usando a seguinte equação:
Feedrate = N x Chipload x Rpm
onde N é o número de flautas da fresa de topo e Rpm é a velocidade de rotação do fuso.
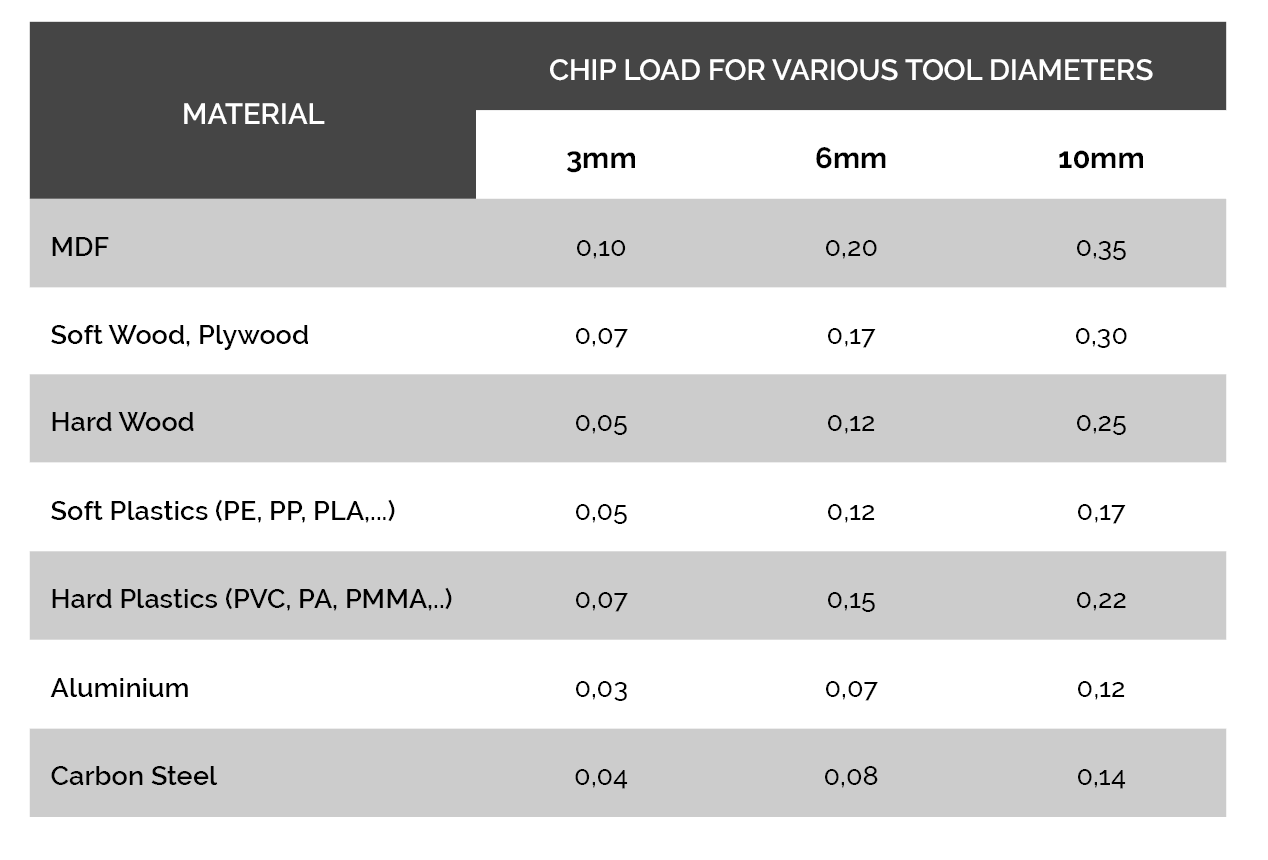
Vamos ilustrar este conceito e imaginemos que você quer cortar compensado com uma fresa de topo de 2 flautas de 6mm. No nosso caso, a carga de cavacos recomendada para o contraplacado é de cerca de 0,3mm/ dente (cf. a tabela de carga de cavacos no final deste artigo).
Vamos assumir que a sua máquina é capaz de cortar a uma velocidade máxima de 3000mm/min. Usando a equação anterior, verificamos que o fuso tem que rodar a 5000rpm para atingir a carga de cavacos adequada:
3000 = 2 x 0,3 x 5000
Baseado nesta relação matemática, observamos que se quisermos aumentar a velocidade de avanço para cortar aquele compensado mais rapidamente, teremos que aumentar também a velocidade de rotação do fuso para manter uma carga de cavacos constante :
4500 = 2 x 0,3 x 7500
Agora imaginemos que o seu eixo-árvore não pode funcionar mais rápido que 5000rpm. Ainda podemos aumentar a velocidade de avanço usando uma fresa de 3 canais e manter uma carga de cavacos constante:
4500 = 3 x 0,3 x 5000
Baseado neste conhecimento, podemos agora usar tabelas que nos permitirão calcular nossos avanços & velocidades e alcançar uma carga de cavacos ótima para qualquer material.
Tabelas de Carga de Apara
Tenham em mente que os valores das tabelas são baseados em cálculos e testes feitos no nosso router CNC Mekanika. Estes valores dependem de muitos fatores, tais como a potência e rigidez da sua máquina, a profundidade de corte e o tipo de fresa de topo utilizada, por exemplo. Portanto, eles podem variar dependendo da máquina que você tem em mãos.
Besides, outro fator importante a considerar durante a leitura destas tabelas é o diâmetro da ferramenta. De facto, uma fresa de topo maior será capaz de suportar uma carga de apara maior.
Recomendamos que comece por definir a velocidade real de avanço da sua máquina abaixo do valor da tabela e a aumente gradualmente. Em geral, você verá que suas velocidades ideais de alimentação & serão determinadas a partir da experiência ou de tentativa-e-erro. Por exemplo, para a maioria dos materiais, você normalmente pode ajustar a velocidade do fuso entre 15000-25000rpm e ajustar sua taxa de avanço para obter bons resultados com sua máquina.
Simplesmente, sugerimos que você aumente lentamente a profundidade de seus cortes enquanto faz estes testes. A maioria dos usuários de CNC utilizam a experiência ou hábitos para determinar a profundidade de corte para uma determinada situação. Em resumo, tenha em mente estes dois conceitos :
-
Profundidade de corte excessiva resultará em deflexão da ferramenta (ver este artigo para entender porque isso pode ser problemático).
-
Uma boa regra geral é usar um valor de profundidade abaixo ou igual ao diâmetro da fresa de topo. Se você quiser aumentar a profundidade de corte, então tente usar uma fresa de topo maior para manter uma relação profundidade/diâmetro de 1 : 1.