
Esittely
Syöttöjen ja nopeuksien toiminnan ymmärtäminen on tärkeää, jos haluat parantaa CNC-taitojasi. Se auttaa sinua optimoimaan työstönopeutesi, saamaan paremman pintakäsittelyn ja ennen kaikkea pidemmän työkalun käyttöiän.
Mitä ”Syötöt & Nopeudet” oikeastaan tarkoittavat?
”Nopeuksilla” tarkoitetaan karan pyörimisnopeutta, joka ilmaistaan kierroksina minuutissa (rpm). Oikeiden kierrosnopeuksien määrittämisessä on useimmiten kyse siitä, kuinka nopeasti voit pyörittää työkalua ilman, että se ylikuumenee leikkaamisen aikana.
”Feeds” viittaa syöttönopeuteen, joka on koneesi lineaarinen nopeus, useimmiten ilmaistuna mm/min. Syöttönopeuden optimoinnissa on kyse siitä, että maksimoit sen, kuinka paljon materiaalia leikkaat aikayksikköä kohden, mitä nopeampi, sitä parempi yleensä.
Siten syöttönopeuden & saaminen oikeaksi tarkoittaa yksinkertaisesti sen makean pisteen löytämistä, jossa työkalusi pyörii täydellisellä nopeudella suhteessa sen liikkumisnopeuteen materiaalin sisällä. Tämä makea piste voi tarkoittaa eri asioita tavoitteestasi riippuen: parhaan pintakäsittelyn saavuttaminen, kappaleiden työstäminen nopeimmin tai työkalun käyttöiän maksimoiminen.
Nämä käsitteet voidaan tiivistää visuaalisesti grafiikkaan, jossa syöttönopeus on piirretty karan pyörimisnopeutta vasten ja joka auttaa meitä tunnistamaan 6 eri vyöhykettä.
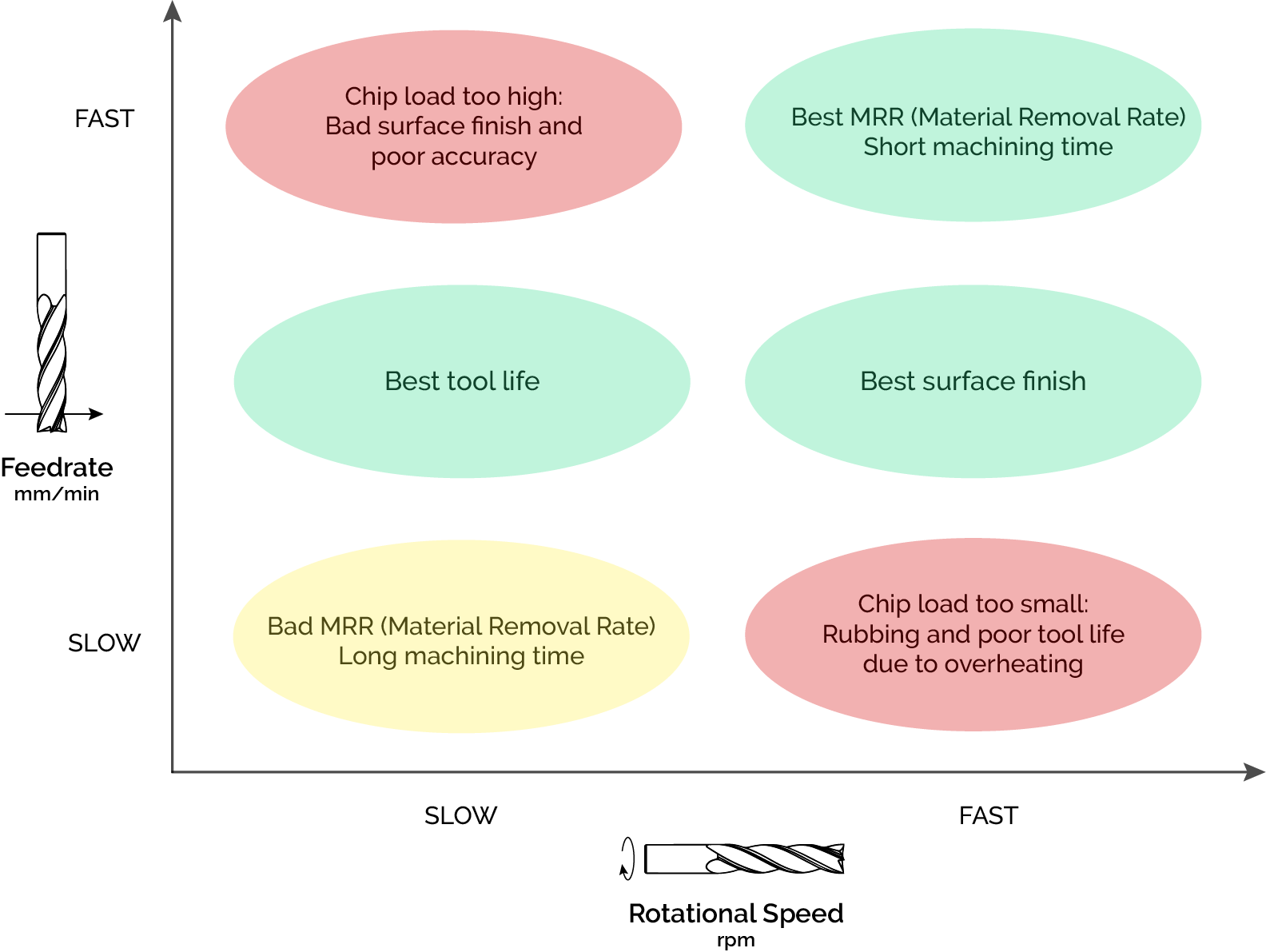
Kuten edellä on havainnollistettu, on olemassa pääosin kaksi huonoa pistettä, joita haluat välttää. Ensimmäinen tapahtuu, kun vähennät karan nopeutta liikaa suhteessa syöttönopeuteen. Tällöin pakotat päätyjyrsimen urat katkaisemaan liikaa materiaalia, mikä voi johtaa ei-toivottuun tärinään tai vielä pahempaa, työkalun rikkoutumiseen.
Kuvion toisella puolella, jos vähennät syöttönopeutta liikaa suhteessa karan nopeuteen, päätyjyrsimen urat alkavat hangata materiaalia sen sijaan, että ne katkaisisivat mukavia lastuja. Tämä toiminta saa työkalun ylikuumenemaan ja siten pehmenemään. Sen terävistä reunoista tulee tylsiä, ja jos jatkat leikkaamista tylsillä reunoilla, materiaalin pintakäsittely heikkenee huomattavasti.
Hyvä nyrkkisääntö on aina muistaa, että sinun on tehtävä lastuja, ei pölyä.
Okei, mutta miten löydämme makeat kohdat mille tahansa materiaalille?
Lastukuormitus
Parametri, joka yhdistää näitä käsitteitä ja jota käytetään laajalti standardimittarina optimaalisten syöttö- & nopeuksien määrittämiseksi, on nimeltään lastukuormitus.
Lastukuormitus, jota kutsutaan myös ”syötöksi hammasta kohti”, on materiaalin paksuus, joka syötetään kuhunkin leikkaavaan särmään sen liikkuessa työstettävän materiaalin läpi.
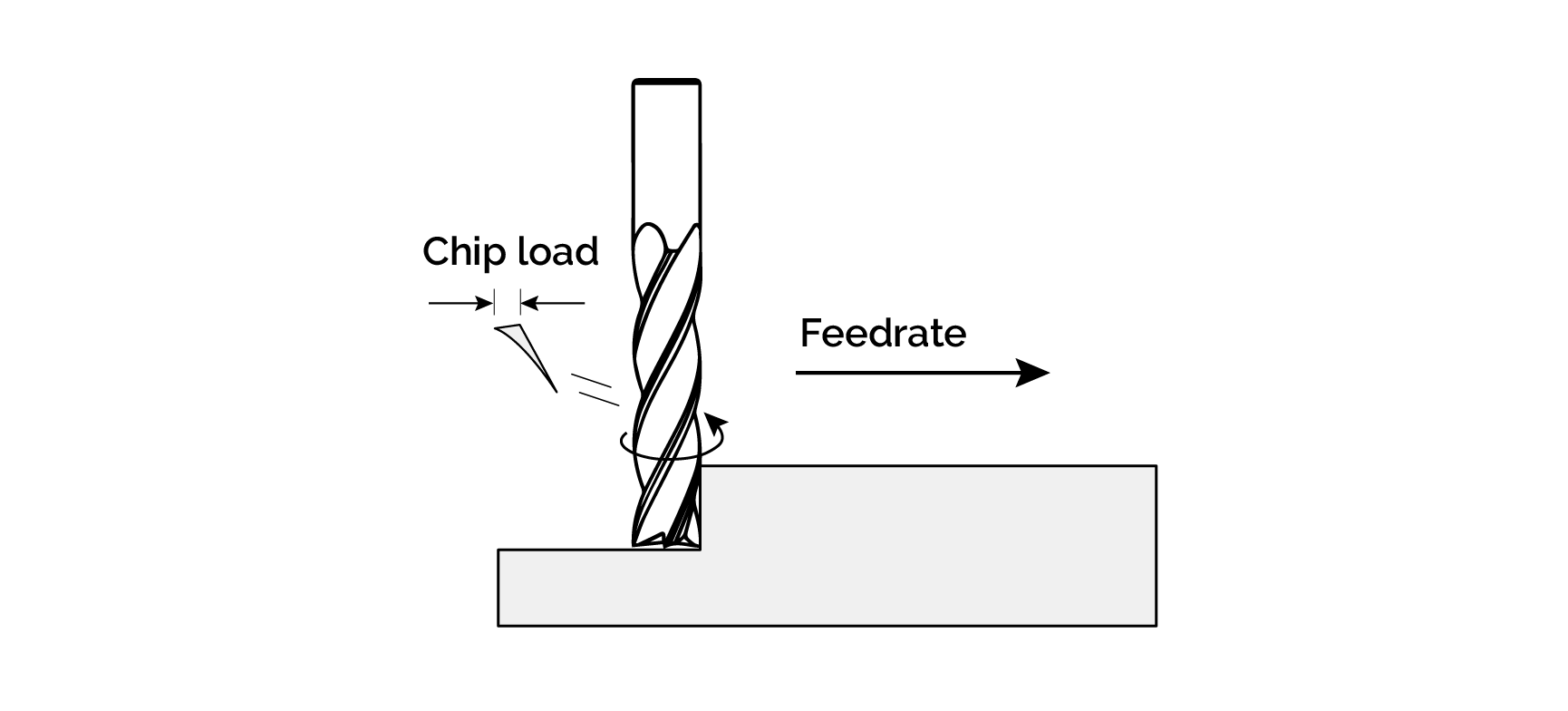
Lastukuormitus ilmaistaan millimetreinä/hammas, ja se voidaan määrittää seuraavan yhtälön avulla:
Syöttönopeus = N x Lastukuormitus x Rpm
jossa N on päätyjyrsimen urien lukumäärä ja Rpm on karan pyörimisnopeus.
Kuvitellaanpa tätä käsitettä ja kuvitellaan, että halutaan leikata vaneria 6 mm:n 2-uraisella päätyjyrsimellä. Meidän tapauksessamme vanerille suositeltava lastuamiskuormitus on noin 0,3 mm/hammas (vrt. lastuamiskuormitustaulukko tämän artikkelin lopussa).
Emme oleta, että koneesi pystyy leikkaamaan maksiminopeudella 3000 mm/min. Käyttämällä edellistä yhtälöä havaitsemme, että karan on pyörittävä 5000 kierrosta minuutissa, jotta saavutetaan sopiva lastukuormitus:
3000 = 2 x 0,3 x 5000
Tämän matemaattisen suhteen perusteella havaitsemme, että jos haluamme lisätä syöttönopeutta leikataksemme tuota vaneria nopeammin, meidän on lisättävä myös karan pyörimisnopeutta, jotta lastukuormitus pysyy vakiona :
4500 = 2 x 0,3 x 7500
Kuvitellaan nyt, että kara ei voi käydä nopeammin kuin 5000rpm. Voimme silti lisätä syöttönopeutta käyttämällä 3-liuskaista päätyjyrsintä ja pitää lastuamiskuorman vakiona:
4500 = 3 x 0,3 x 5000
Tämän tiedon perusteella voimme nyt käyttää taulukoita, joiden avulla voimme laskea syöttömme & nopeudet ja saavuttaa optimaalisen lastuamiskuorman mille tahansa materiaalille.
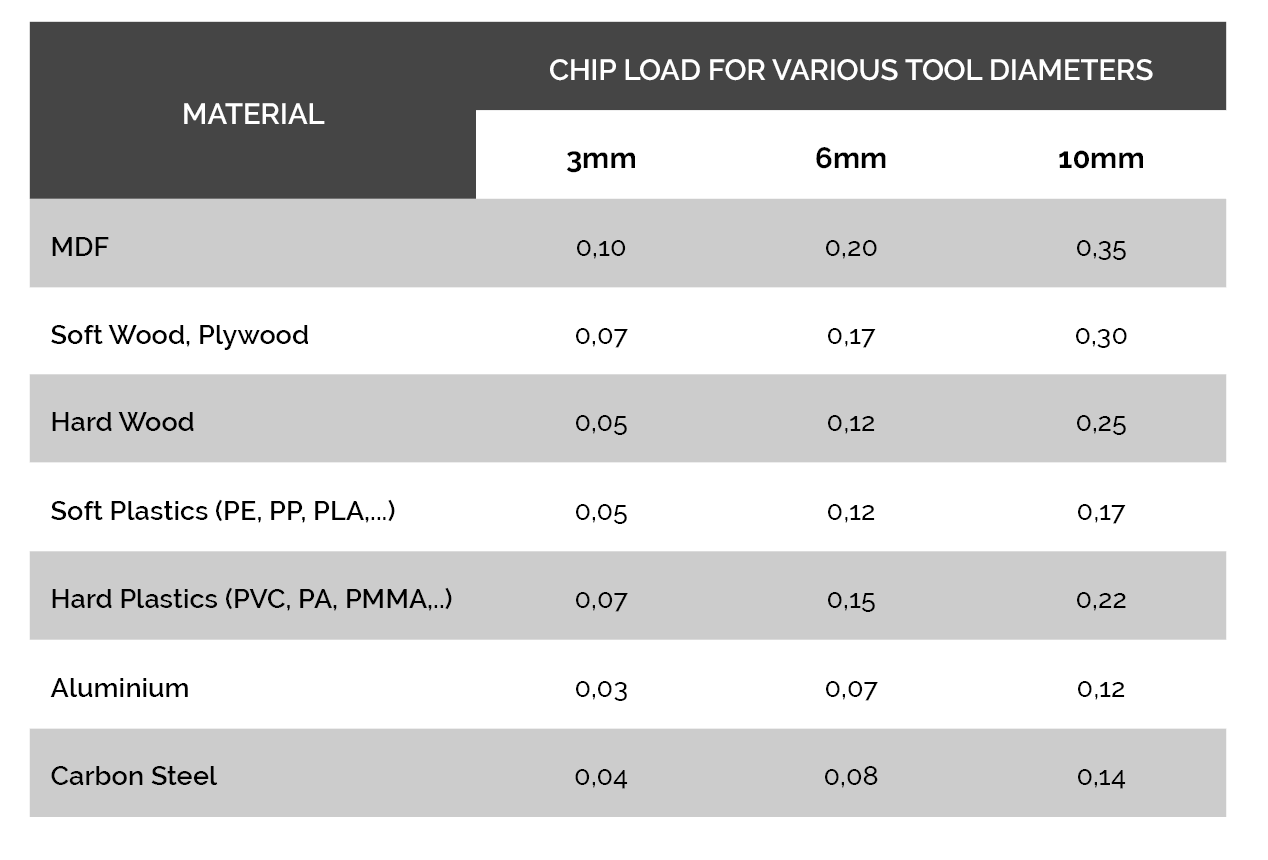
Lastukuormitustaulukot
Pitäkää mielessä, että taulukkoarvot perustuvat Mekanika CNC-jyrsimellämme tehtyihin laskelmiin ja testeihin. Nämä arvot riippuvat monista tekijöistä, kuten esimerkiksi koneesi tehosta ja jäykkyydestä, leikkuusyvyydestä ja käytetystä jyrsintyypistä. Siksi ne saattavat vaihdella käytössäsi olevasta koneesta riippuen.
Lisäksi toinen tärkeä tekijä, joka on otettava huomioon näitä taulukoita lukiessa, on työkalun halkaisija. Suurempi päätyjyrsin pystyy nimittäin käsittelemään suurempaa lastuamiskuormaa.
Suosittelemme, että aluksi asetat koneesi todellisen syöttönopeuden taulukon arvoa pienemmäksi ja nostat sitä vähitellen. Yleensä huomaat, että optimaalinen syöttönopeutesi & määräytyy kokemuksen tai kokeilemalla ja erehtymällä. Esimerkiksi useimmille materiaaleille voit yleensä asettaa karan kierrosnopeuden välille 15000-25000rpm ja säätää syöttönopeutta saadaksesi hyviä tuloksia koneellasi.
Samoin suosittelemme, että kasvatat hitaasti leikkaussyvyyttäsi näitä testejä tehdessäsi. Useimmat CNC-käyttäjät käyttävät itse asiassa kokemusta tai tapoja määrittääkseen leikkaussyvyyden arvon tietyssä tilanteessa. Lyhyesti sanottuna, pidä nämä kaksi käsitettä mielessä :
-
Ylimääräinen leikkuusyvyys johtaa työkalun taipumiseen (katso tämä artikkeli ymmärtääksesi, miksi se voi olla ongelmallista).
-
Hyvä nyrkkisääntö on käyttää syvyysarvoa, joka on pienempi tai yhtä suuri kuin päätyjyrsimen halkaisija. Jos haluat kasvattaa leikkaussyvyyttä, pyri käyttämään suurempaa päätyjyrsintä, jotta syvyyden ja halkaisijan suhde pysyy 1 : 1.