
Inleiding
Inzicht in de werking van feeds en snelheden is van cruciaal belang als u uw CNC-vaardigheden wilt verbeteren. Het zal u helpen uw bewerkingssnelheden te optimaliseren, een betere oppervlakteafwerking te verkrijgen en bovenal een langere levensduur van uw gereedschap.
Wat betekenen “voedingen & snelheden” eigenlijk?
“Snelheden” verwijst naar het toerental van uw spil, uitgedrukt in omwentelingen per minuut (rpm). Het bepalen van de juiste toerentallen is vooral een kwestie van bepalen hoe snel u uw gereedschap kunt laten draaien zonder dat het tijdens het snijden oververhit raakt.
“Feeds” verwijst naar de voedingssnelheid, dat is de lineaire snelheid van uw machine, meestal uitgedrukt in mm/min. Bij het optimaliseren van de voedingssnelheid gaat het erom de hoeveelheid materiaal per tijdseenheid te maximaliseren, dus hoe sneller hoe beter.
Het verkrijgen van de juiste voedingssnelheid & betekent gewoon het vinden van de “sweet spot” waar het gereedschap met de perfecte snelheid ronddraait ten opzichte van de bewegende snelheid in het materiaal. Die sweet spot kan verschillende dingen betekenen, afhankelijk van uw doel: de beste oppervlakteafwerking bereiken, uw werkstukken het snelst bewerken of de levensduur van uw gereedschap maximaliseren.
Deze concepten kunnen visueel worden samengevat in een grafiek, waarin de voedingssnelheid wordt uitgezet tegen het toerental van de spil, en die ons helpt 6 verschillende zones te identificeren.
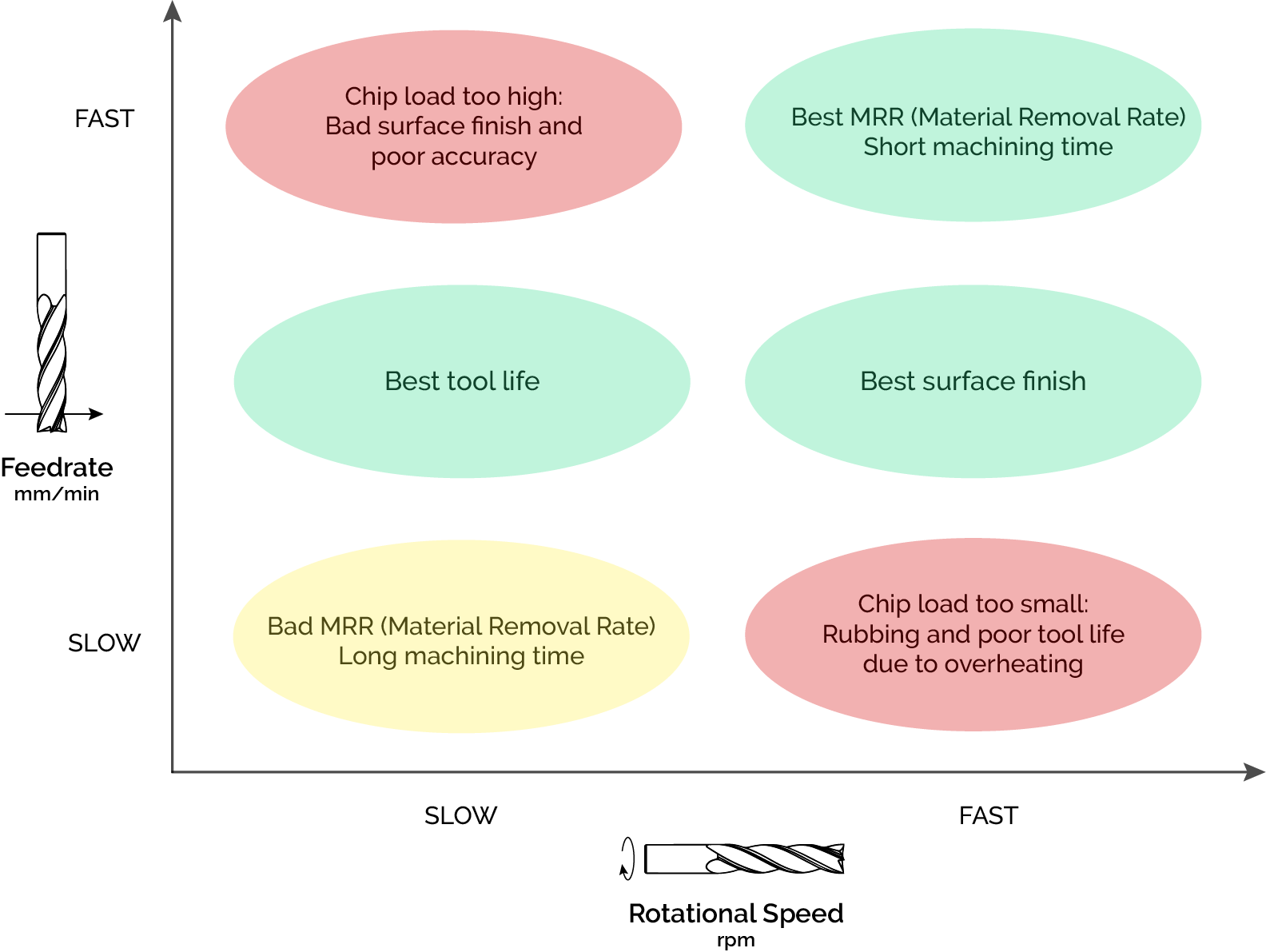
Zoals hierboven geïllustreerd, zijn er hoofdzakelijk twee slechte punten die u wilt vermijden. Het eerste gebeurt wanneer u uw spiltoerental te veel verlaagt ten opzichte van de voedingssnelheid. Hierdoor dwing je de groeven van je frees om te veel materiaal af te snijden, wat kan leiden tot ongewenste trillingen of erger nog, een gebroken gereedschap.
Aan de andere kant van de grafiek, als je de voedingssnelheid te veel verlaagt ten opzichte van het spiltoerental, zullen de groeven van je frees het materiaal gaan wrijven in plaats van mooie spanen te snijden. Door deze actie zal je gereedschap oververhit raken, en dus zachter worden. De scherpe kanten worden dof en als je met doffe kanten blijft zagen, zul je een zeer verslechterde oppervlakteafwerking op je materiaal gaan zien.
Een goede vuistregel is om altijd te onthouden dat u spanen moet maken, geen stof.
Ok, maar hoe vinden we de sweet spots voor een bepaald materiaal?
Spaanbelasting
De parameter die deze concepten met elkaar verbindt en die op grote schaal wordt gebruikt als een standaard metriek om optimale voedingssnelheden & te bepalen, wordt spaanbelasting genoemd.
Spaanbelasting, ook wel “voeding per tand” genoemd, is de dikte van het materiaal dat in elke snijkant wordt gevoerd terwijl deze door het werkmateriaal beweegt.
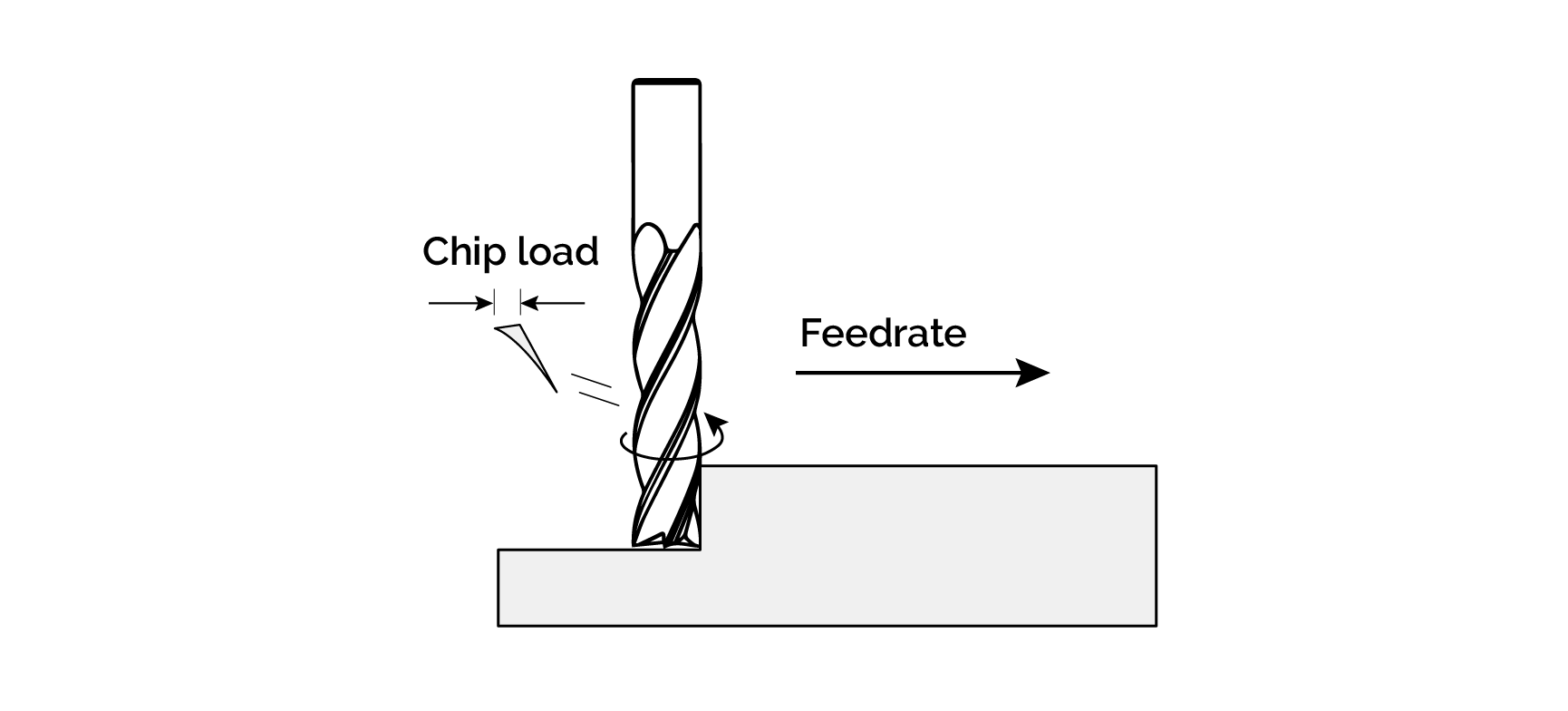
Spaanbelasting wordt uitgedrukt in mm/tand en kan worden gevonden met behulp van de volgende vergelijking:
Voedingssnelheid = N x Spaanbelasting x Rpm
waarbij N het aantal spanen van de frees is en Rpm het toerental van de spindel.
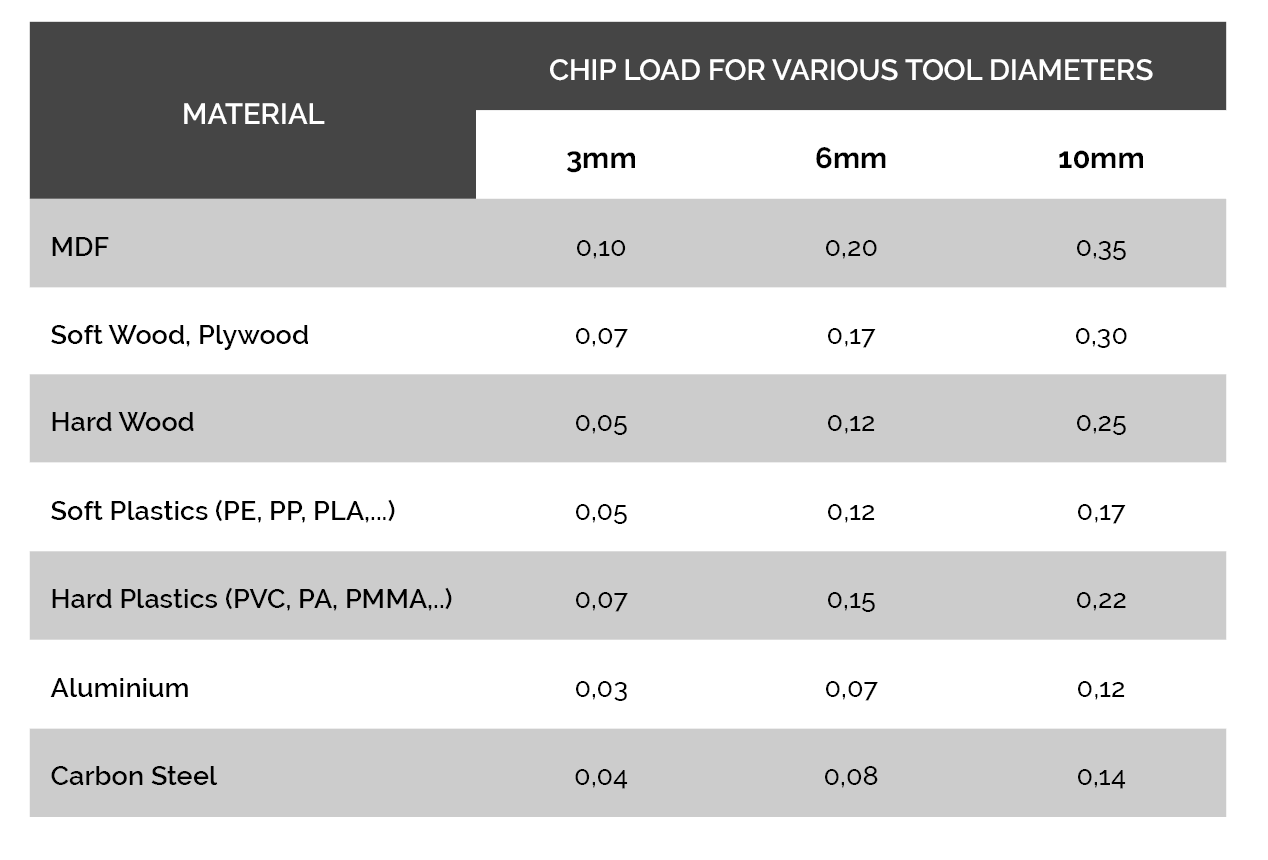
Laten we dit concept eens illustreren en ons voorstellen dat u multiplex wilt frezen met een 6 mm 2-spanen frees. In ons geval is de aanbevolen spaanbelasting voor multiplex ongeveer 0,3 mm/tand (zie de spaanbelastingstabel aan het eind van dit artikel).
Laten we aannemen dat uw machine in staat is te zagen met een maximum snelheid van 3000mm/min. Met behulp van de vorige vergelijking vinden we dat de spindel 5000 omw/min moet draaien om de juiste spaanbelasting te krijgen:
3000 = 2 x 0,3 x 5000
Op basis van deze wiskundige relatie zien we dat als we de voedingssnelheid willen verhogen om dat multiplex sneller te zagen, we ook het toerental van de spindel moeten verhogen om een constante spaanbelasting te houden:
4500 = 2 x 0,3 x 7500
Nu stellen we ons voor dat uw spindel niet sneller kan draaien dan 5000rpm. We kunnen nog steeds de voedingssnelheid verhogen door een 3-slijpschijf te gebruiken en een constante spaanlading te houden:
4500 = 3 x 0,3 x 5000
Op basis van deze kennis kunnen we nu tabellen gebruiken waarmee we onze voedingssnelheden & kunnen berekenen en een optimale spaanlading voor elk gegeven materiaal kunnen bereiken.
Tabellen voor spaanbelasting
Bedenk dat de tabelwaarden zijn gebaseerd op berekeningen en tests die zijn uitgevoerd op onze Mekanika CNC-frees. Deze waarden zijn afhankelijk van vele factoren, zoals het vermogen en de stijfheid van uw machine, de snijdiepte en het type frees dat wordt gebruikt. Daarom kunnen ze variëren afhankelijk van de machine die u bij de hand hebt.
Bijkomend, een andere belangrijke factor om te overwegen bij het lezen van deze tabellen is de diameter van het gereedschap. Een grotere frees kan namelijk een grotere spaanlading aan.
We raden u aan te beginnen met de werkelijke voedingssnelheid van uw machine lager in te stellen dan de waarde uit de tabel en deze geleidelijk te verhogen. In het algemeen zult u merken dat uw optimale & aanvoersnelheden worden bepaald door ervaring of trial-and-error. Bijvoorbeeld, voor de meeste materialen, kunt u meestal het spiltoerental instellen tussen 15000-25000rpm en uw voedingssnelheid aanpassen om mooie resultaten te verkrijgen met uw machine.
Op dezelfde manier stellen we voor dat u langzaam de diepte van uw sneden verhoogt terwijl u deze tests uitvoert. De meeste CNC-gebruikers gebruiken eigenlijk ervaring of gewoonten om de snededieptewaarde voor een bepaalde situatie te bepalen. Kortom, houd deze twee concepten in gedachten :
-
Extra snedediepte zal resulteren in gereedschap doorbuiging (zie dit artikel om te begrijpen waarom dat problematisch kan zijn).
-
Een goede vuistregel is om een dieptewaarde te gebruiken die lager is dan of gelijk is aan de diameter van uw frees. Als u de snijdiepte wilt vergroten, probeer dan een grotere frees te gebruiken om een diepte/diameter verhouding van 1 : 1 te behouden.