
Indledning
Det er vigtigt at forstå, hvordan fremføring og hastigheder fungerer, hvis du ønsker at forbedre dine CNC-færdigheder. Det vil hjælpe dig med at optimere dine bearbejdningshastigheder, opnå en bedre overfladefinish og vigtigst af alt få en længere værktøjslevetid.
Så, hvad betyder “Feeds & Speeds” egentlig?
“Speeds” henviser til din spindelrotationshastighed, udtrykt i rpm (omdrejninger pr. minut). At bestemme de korrekte hastigheder er for det meste et spørgsmål om at bestemme, hvor hurtigt du kan dreje dit værktøj uden at overophede det, mens du skærer.
“Feeds” henviser til fremføringshastigheden, som er din maskines lineære hastighed, for det meste udtrykt i mm/min. Optimering af din fremføringshastighed handler om at maksimere, hvor meget materiale du skærer pr. tidsenhed, og jo hurtigere, jo bedre generelt.
Det at få dine fremføringshastigheder & rigtigt betyder simpelthen at finde det søde punkt, hvor dit værktøj snurrer med den perfekte hastighed i forhold til dets bevægelseshastighed inde i materialet. Dette sweet spot kan betyde forskellige ting afhængigt af dit mål: at opnå den bedste overfladefinish, at bearbejde dine dele hurtigst eller at maksimere din værktøjslevetid.
Disse begreber kan visuelt sammenfattes på en grafik, hvor fremføringshastigheden er plottet mod spindelomdrejningshastigheden, og som hjælper os med at identificere 6 forskellige zoner.
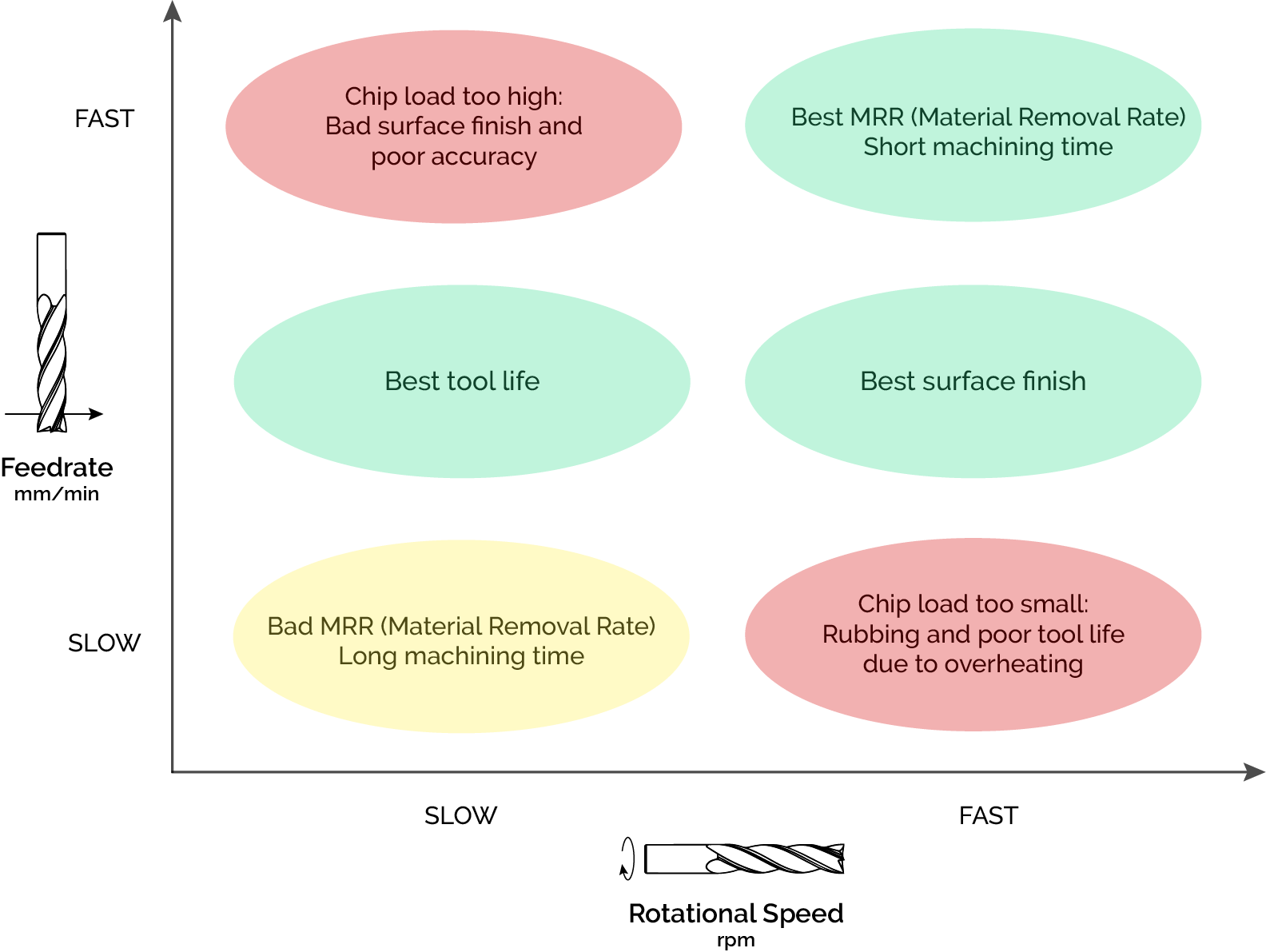
Som illustreret ovenfor er der primært to dårlige steder, som du ønsker at undgå. Den første opstår, når du reducerer din spindelhastighed for meget i forhold til fremføringshastigheden. Hvis du gør det, tvinger du spånerne på din endefræser til at skære for meget materiale af, hvilket kan føre til uønskede vibrationer eller endnu værre, et ødelagt værktøj.
På den anden side af grafikken, hvis du reducerer fremføringshastigheden for meget i forhold til spindelhastigheden, vil spånerne på din endefræser begynde at gnide materialet i stedet for at skære pæne spåner. Denne handling vil få dit værktøj til at overophede og dermed blive blødgjort. Dets skarpe kanter vil blive sløve, og hvis du fortsætter med at skære med sløve kanter, vil du begynde at se en meget forringet overfladefinish på dit materiale.
En god tommelfingerregel er altid at huske, at du skal lave spåner, ikke støv.
Okay, men hvordan finder vi de søde steder for et givent materiale?
Spånbelastning
Den parameter, der forbinder disse begreber, og som i vid udstrækning bruges som en standardmetrik til at bestemme optimale fremføringer &hastigheder, kaldes spånbelastning.
Spånbelastning, også kaldet “fremføring pr. tand”, er den tykkelse af materiale, der føres ind i hver skærekant, mens den bevæger sig gennem arbejdsmaterialet.
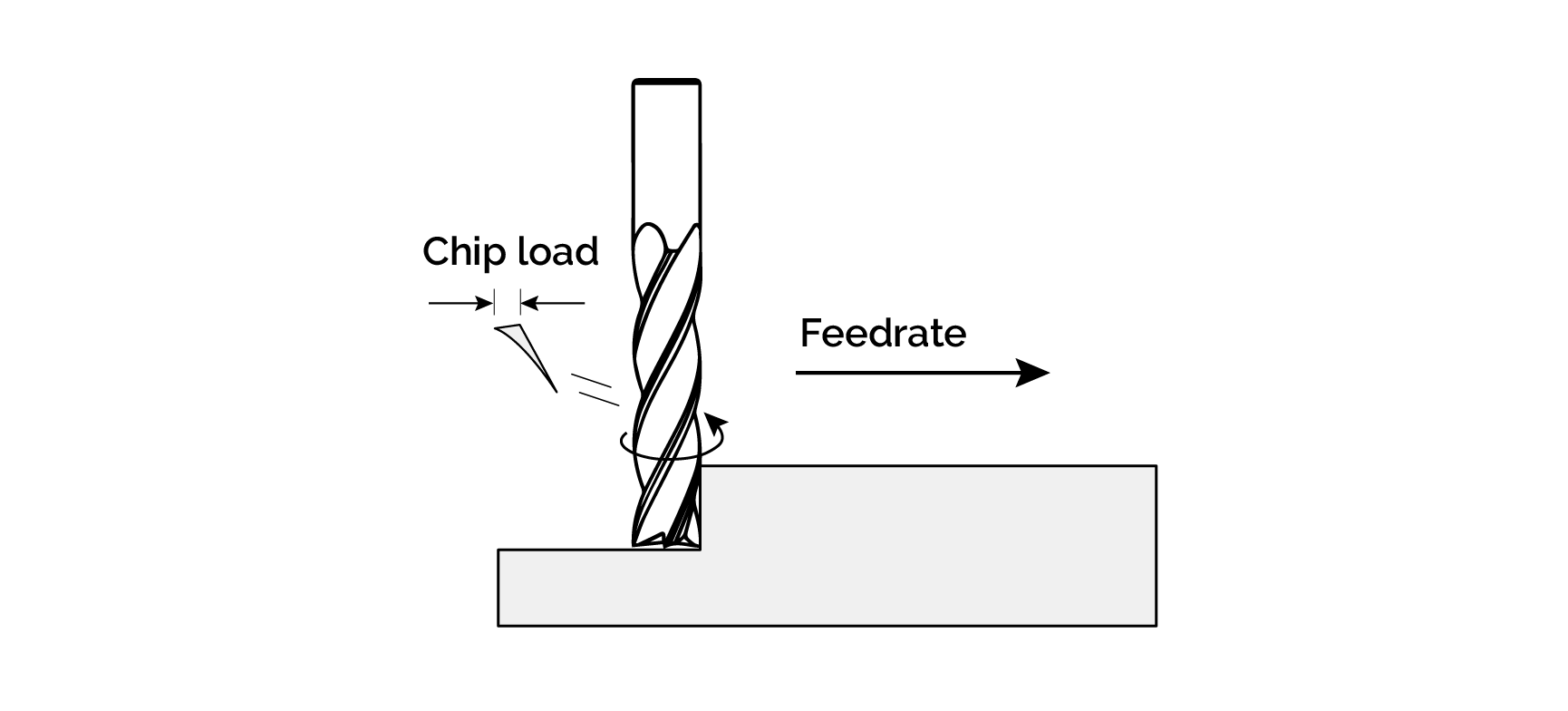
Spånbelastning udtrykkes i mm/tand og kan findes ved hjælp af følgende ligning:
Feedrate = N x Chipload x Rpm
hvor N er antallet af spåner på endefræseren og Rpm er spindlens omdrejningshastighed.
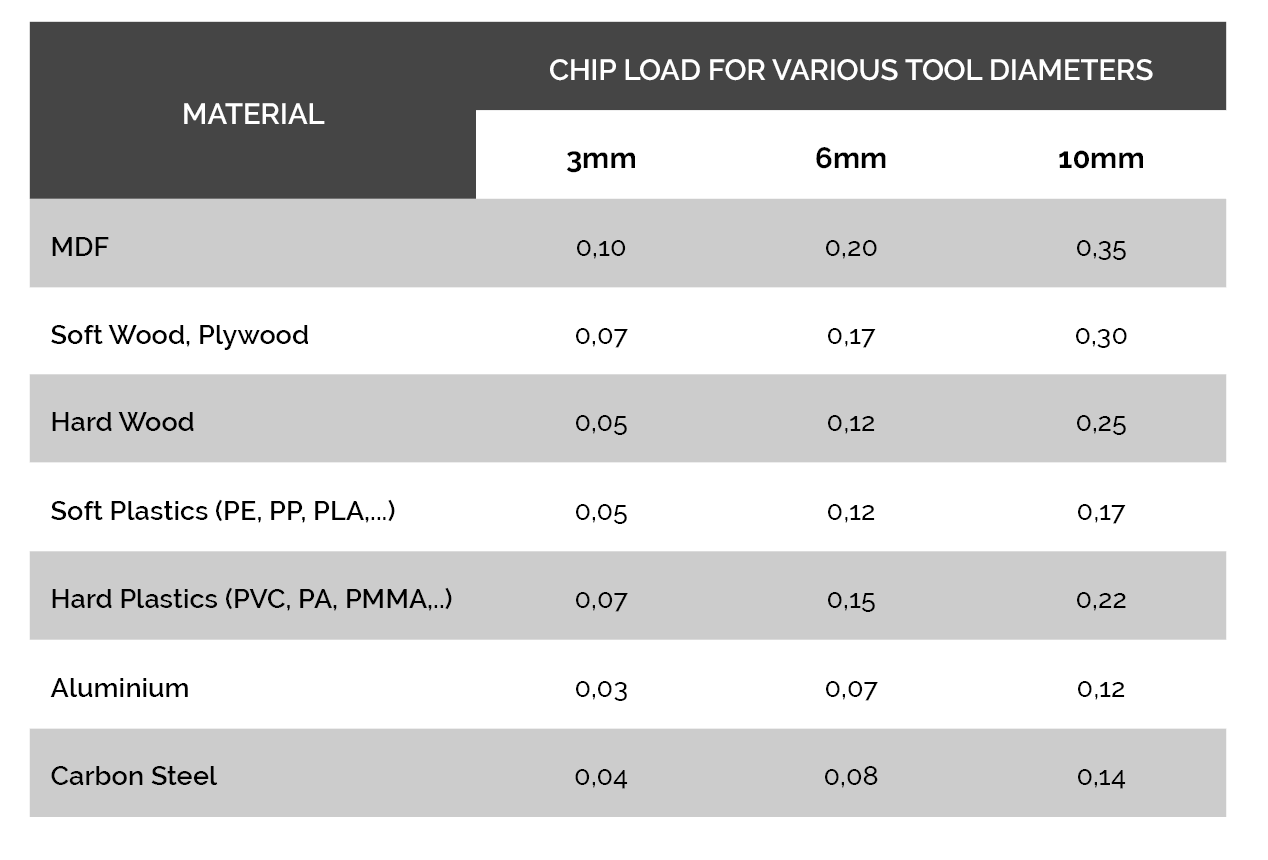
Lad os illustrere dette koncept og forestille os, at du ønsker at skære krydsfiner med en 6 mm 2-kantet endefræser med 2 spåner. I vores tilfælde er den anbefalede spånbelastning for krydsfiner ca. 0,3 mm/tand (jf. spånbelastningstabellen i slutningen af denne artikel).
Lad os antage, at din maskine er i stand til at skære med en maksimal hastighed på 3000mm/min. Ved hjælp af den tidligere ligning finder vi, at spindlen skal rotere med 5000 omdrejninger pr. minut for at opnå den rette spånbelastning:
3000 = 2 x 0,3 x 5000
Baseret på denne matematiske relation konstaterer vi, at hvis vi ønsker at øge fremføringshastigheden for at skære det krydsfiner hurtigere, skal vi også øge spindlens omdrejningshastighed for at holde en konstant spånbelastning :
4500 = 2 x 0,3 x 7500
Lad os nu forestille os, at din spindel ikke kan køre hurtigere end 5000 omdrejninger pr. minut. Vi kan stadig øge fremføringshastigheden ved at bruge en 3-kantet endefræser og holde en konstant spånbelastning:
4500 = 3 x 0,3 x 5000
Baseret på denne viden kan vi nu bruge tabeller, der giver os mulighed for at beregne vores fremføringshastigheder & og opnå en optimal spånbelastning for ethvert givet materiale.
Tabeller for spånbelastning
Husk, at tabelværdierne er baseret på beregninger og tests foretaget på vores Mekanika CNC-router. Disse værdier afhænger af mange faktorer, f.eks. din maskines kraft og stivhed, skæredybden og den anvendte type fræser. Derfor kan de variere afhængigt af den maskine, du har ved hånden.
En anden vigtig faktor, der skal tages i betragtning, når du læser disse tabeller, er værktøjsdiameteren. En større endefræser vil nemlig kunne håndtere en større spånbelastning.
Vi anbefaler, at du starter med at indstille den faktiske fremføring på din maskine under værdien fra tabellen og gradvist øger den. Generelt vil du opdage, at dine optimale fremføringshastigheder & vil blive bestemt ud fra erfaring eller trial-and-error. For de fleste materialer kan du f.eks. typisk indstille spindelhastigheden mellem 15000-25000 omdrejninger pr. minut og justere din fremføringshastighed for at opnå gode resultater med din maskine.
Sådan foreslår vi, at du langsomt øger dybden af dine snit, mens du udfører disse tests. De fleste CNC-brugere bruger faktisk erfaring eller vaner til at bestemme værdien af snitdybden i en bestemt situation. Kort sagt skal du huske disse to begreber :
-
En for stor skæredybde vil resultere i værktøjsafbøjning (se denne artikel for at forstå, hvorfor det kan være problematisk).
-
En god tommelfingerregel er at bruge en dybdeværdi under eller lig med diameteren på din endefræser. Hvis du ønsker at øge skæredybden, skal du forsøge at bruge en større endefræser for at opretholde et dybde/diameter-forhold på 1 : 1.