
Úvod
Pokud chcete zlepšit své CNC dovednosti, je velmi důležité pochopit, jak fungují posuvy a rychlosti. Pomůže vám to optimalizovat rychlosti obrábění, získat lepší kvalitu povrchu a hlavně delší životnost nástroje.
Takže, co vlastně znamenají „posuvy &rychlosti“?
„Rychlosti“ se vztahují k otáčkám vašeho vřetena, vyjádřeným v otáčkách za minutu. Určení správných otáček je většinou otázkou určení, jak rychle můžete otáčet nástrojem, aniž by došlo k jeho přehřátí při řezání.
„Feeds“ označuje posuv, což je lineární rychlost vašeho stroje, většinou vyjádřená v mm/min. Optimalizace rychlosti posuvu spočívá v maximalizaci množství materiálu, které vyřežete za jednotku času, přičemž obecně platí, že čím rychleji, tím lépe.
Tedy správné nastavení rychlosti posuvu & jednoduše znamená nalezení „sweet spot“, kdy se váš nástroj otáčí ideální rychlostí vzhledem k jeho rychlosti pohybu uvnitř materiálu. Tento „sweet spot“ může znamenat různé věci v závislosti na vašem cíli: dosažení nejlepší kvality povrchu, nejrychlejší obrábění dílů nebo maximalizace životnosti nástroje.
Tyto pojmy lze vizuálně shrnout na grafu, kde je rychlost posuvu vynesena v závislosti na otáčkách vřetena, a který nám pomáhá identifikovat 6 různých zón.
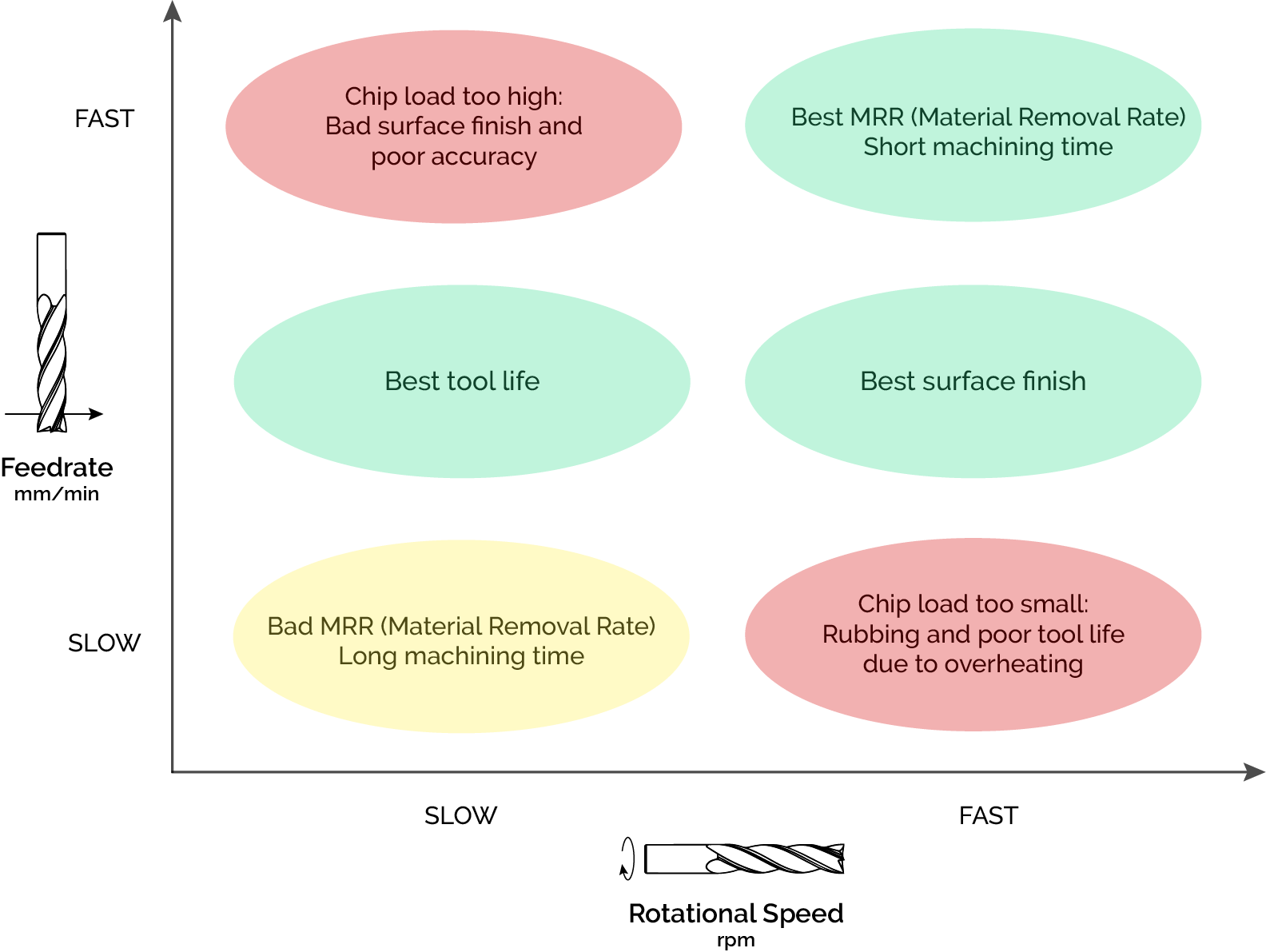
Jak je znázorněno výše, existují především dvě špatná místa, kterým se chcete vyhnout. První z nich nastane, když příliš snížíte otáčky vřetena vzhledem k rychlosti posuvu. Tím nutíte drážky čelní frézy odřezávat příliš mnoho materiálu, což může vést k nežádoucím vibracím nebo v horším případě ke zlomení nástroje.
Na druhé straně grafu, pokud příliš snížíte rychlost posuvu vzhledem k otáčkám vřetena, začnou drážky čelní frézy třít materiál, místo aby odřezávaly pěkné třísky. Tento děj způsobí, že se váš nástroj přehřeje, a tím změkne. Jeho ostré hrany se otupí, a pokud budete pokračovat v řezání s otupenými hranami a začnete pozorovat velmi zhoršenou kvalitu povrchu vašeho materiálu.
Dobrým pravidlem je mít vždy na paměti, že potřebujete vytvářet třísky, nikoliv prach.
Ok, ale jak najdeme „sweet spots“ pro daný materiál?
Třískové zatížení
Parametr, který spojuje tyto pojmy a který je široce používán jako standardní metrika pro určení optimálních posuvových &rychlostí, se nazývá třískové zatížení.
Tíha třísky, nazývaná také „posuv na zub“, je tloušťka materiálu, která se při pohybu přes obrobek přivádí do každé řezné hrany.
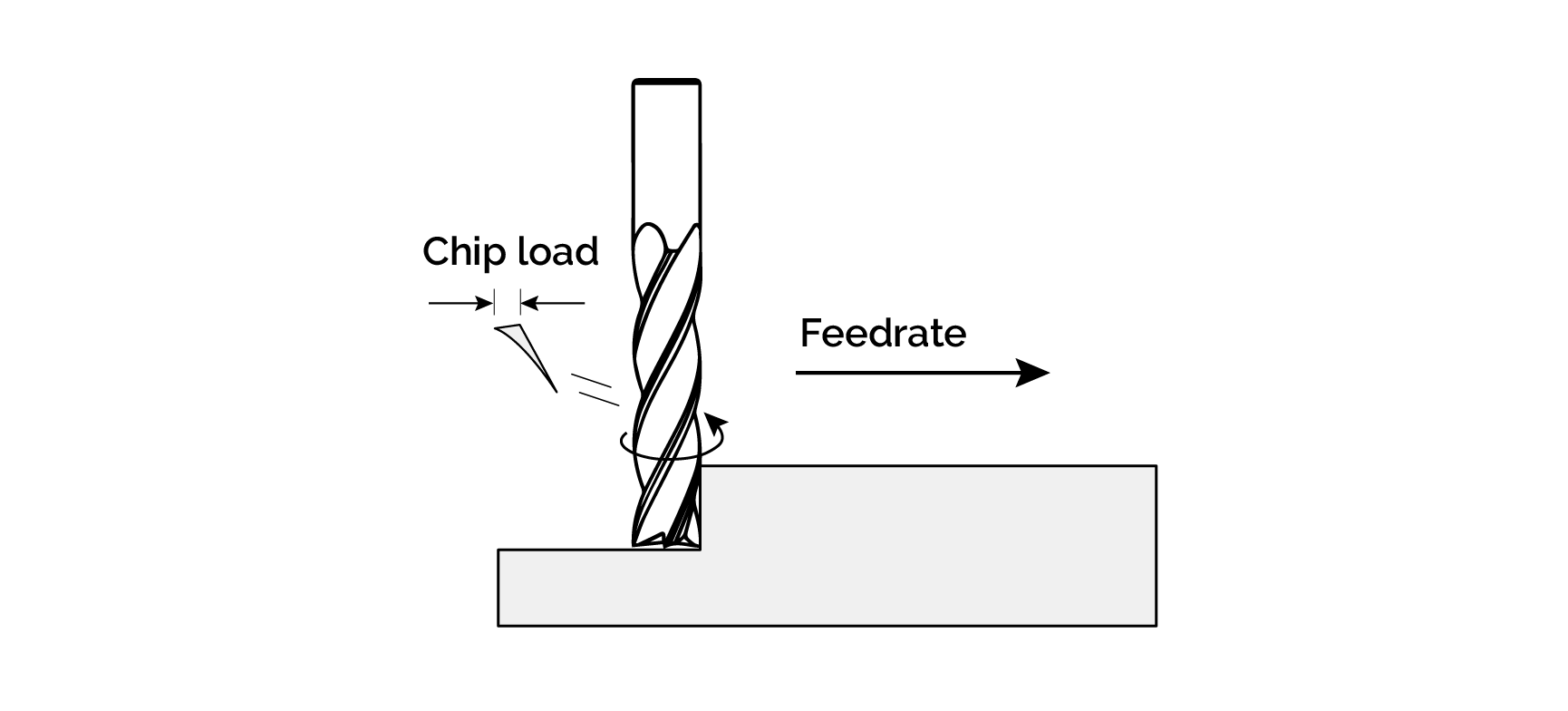
Tíha třísky se vyjadřuje v mm/zub a lze ji zjistit pomocí následující rovnice:
Posuv = N x třískové zatížení x otáčky za minutu
kde N je počet drážek frézy a otáčky za minutu jsou otáčky vřetena.
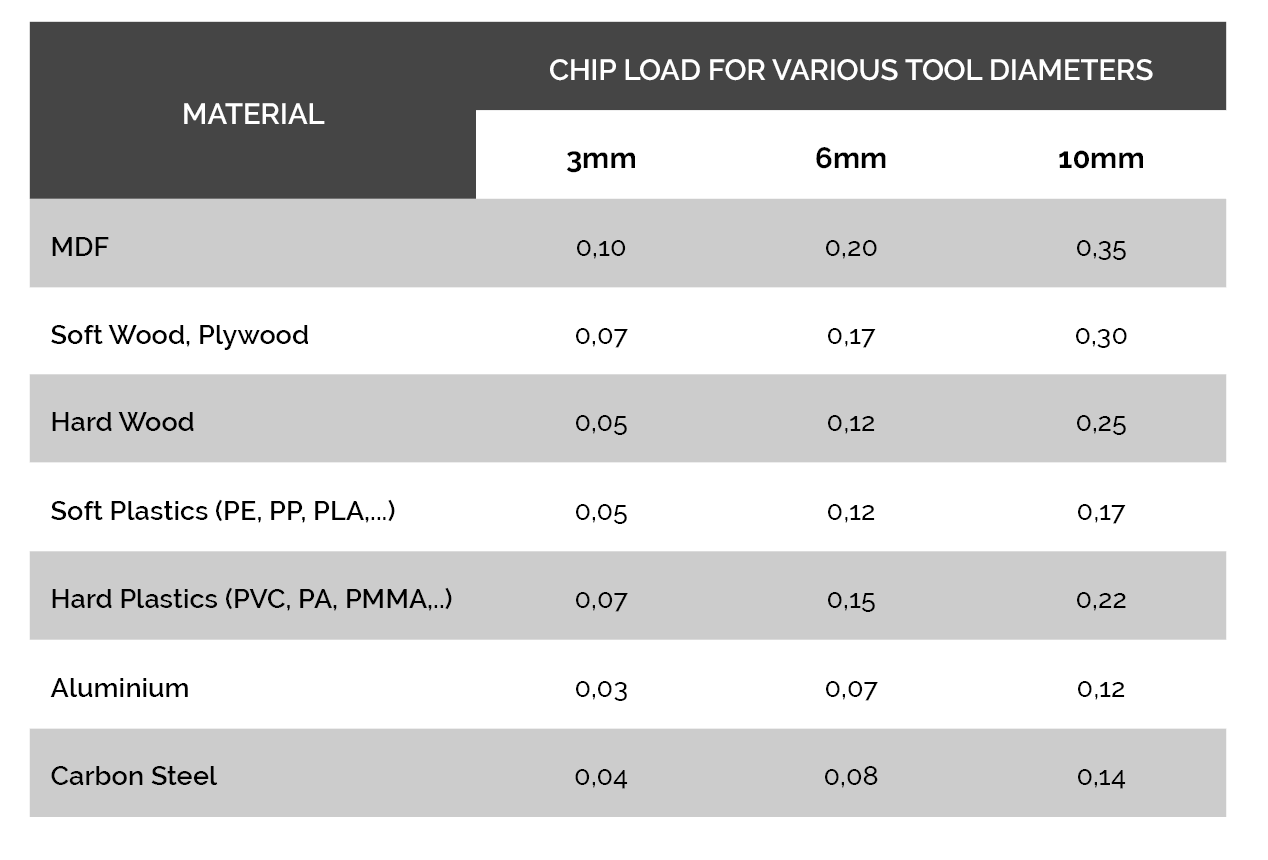
Představme si tento koncept a představme si, že chceme řezat překližku pomocí 6mm dvoufrézy. V našem případě je doporučené zatížení třísky pro překližku přibližně 0,3 mm/zub (viz tabulka zatížení třísky na konci tohoto článku).
Předpokládejme, že váš stroj je schopen řezat maximální rychlostí 3000 mm/min. Pomocí předchozí rovnice zjistíme, že vřeteno se musí otáčet rychlostí 5000 ot/min, abychom dosáhli správného zatížení třískami:
3000 = 2 x 0,3 x 5000
Na základě tohoto matematického vztahu zjistíme, že pokud chceme zvýšit posuv, abychom řezali tuto překližku rychleji, budeme muset zvýšit i otáčky vřetena, abychom udrželi konstantní zatížení třískami :
4500 = 2 x 0,3 x 7500
Nyní si představme, že vaše vřeteno nemůže běžet rychleji než 5000 ot. Přesto můžeme zvýšit posuv pomocí třífrézy a udržet konstantní třískové zatížení:
4500 = 3 x 0,3 x 5000
Na základě těchto znalostí můžeme nyní použít tabulky, které nám umožní vypočítat naše posuvy & otáčky a dosáhnout optimálního třískového zatížení pro jakýkoli daný materiál.
Tabulky zatížení třísky
Mějte na paměti, že tabulkové hodnoty vycházejí z výpočtů a testů provedených na naší fréze Mekanika CNC. Tyto hodnoty závisí na mnoha faktorech, jako je například výkon a tuhost vašeho stroje, hloubka řezu a typ použité frézy. Proto se mohou lišit v závislosti na stroji, který máte k dispozici.
Kromě toho je dalším důležitým faktorem, který je třeba při čtení těchto tabulek zohlednit, průměr nástroje. Větší čelní fréza totiž zvládne větší zatížení třískou.
Doporučujeme vám, abyste na začátku nastavili skutečnou rychlost posuvu vašeho stroje pod hodnotu z tabulky a postupně ji zvyšovali. Obecně zjistíte, že optimální rychlost posuvu & zjistíte na základě zkušeností nebo metodou pokus-omyl. Například pro většinu materiálů můžete obvykle nastavit otáčky vřetena v rozmezí 15000-25000 ot/min a upravit rychlost posuvu tak, abyste se svým strojem dosáhli pěkných výsledků.
Podobně doporučujeme, abyste při provádění těchto testů pomalu zvyšovali hloubku řezu. Většina uživatelů CNC strojů ve skutečnosti využívá zkušeností nebo zvyklostí k určení hodnoty hloubky řezu pro konkrétní situaci. Stručně řečeno, mějte na paměti tyto dva pojmy :
-
Příliš velká hloubka řezu bude mít za následek průhyb nástroje (viz tento článek, abyste pochopili, proč to může být problematické).
-
Dobrým pravidlem je používat hodnotu hloubky nižší nebo rovnou průměru čelní frézy. Pokud chcete zvýšit hloubku řezu, pak se snažte použít větší čelní frézu, abyste zachovali poměr hloubky k průměru 1 : 1.
.